 fr
fr
Guide du boîtier et du cadre du générateur d'éolienne
Le rôle structurel du boîtier de l’éolienne
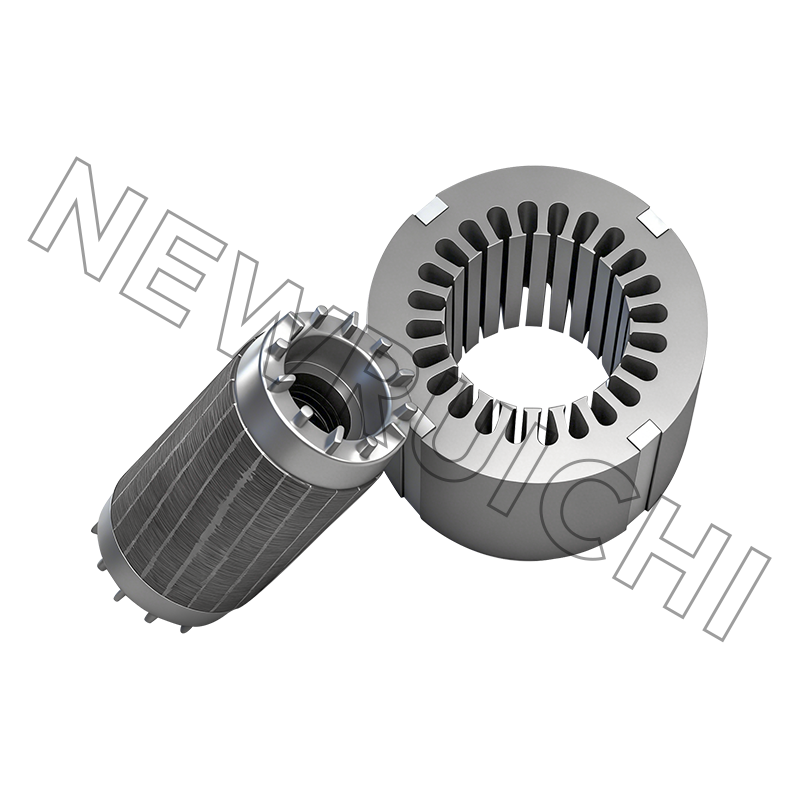
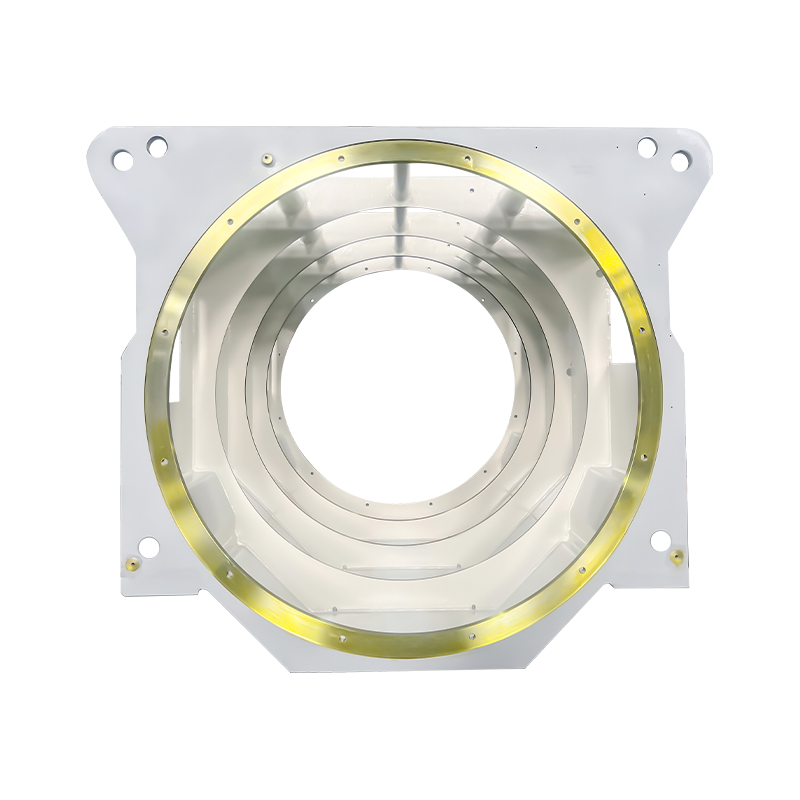
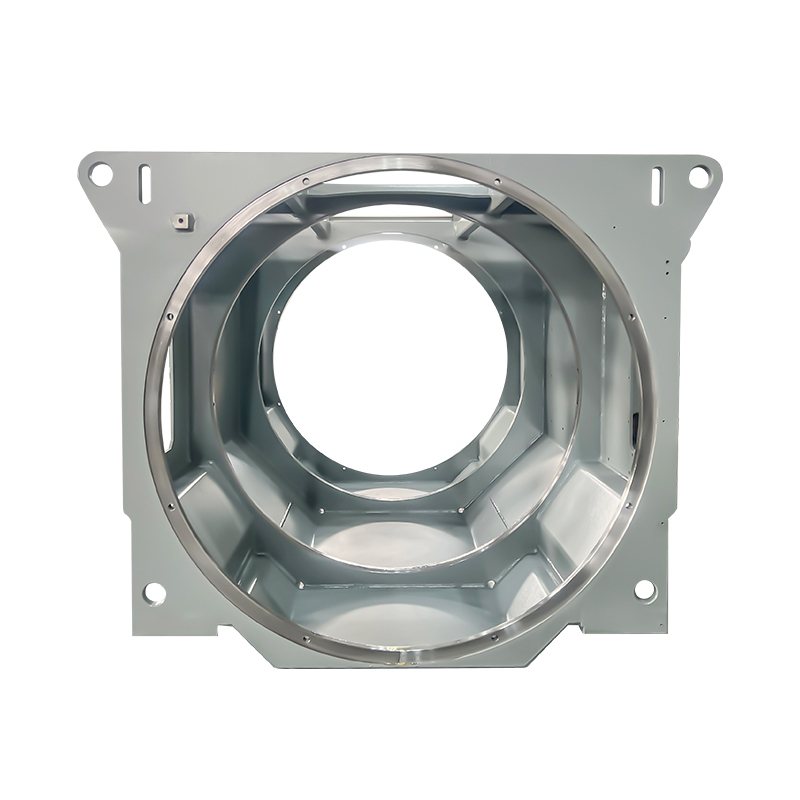
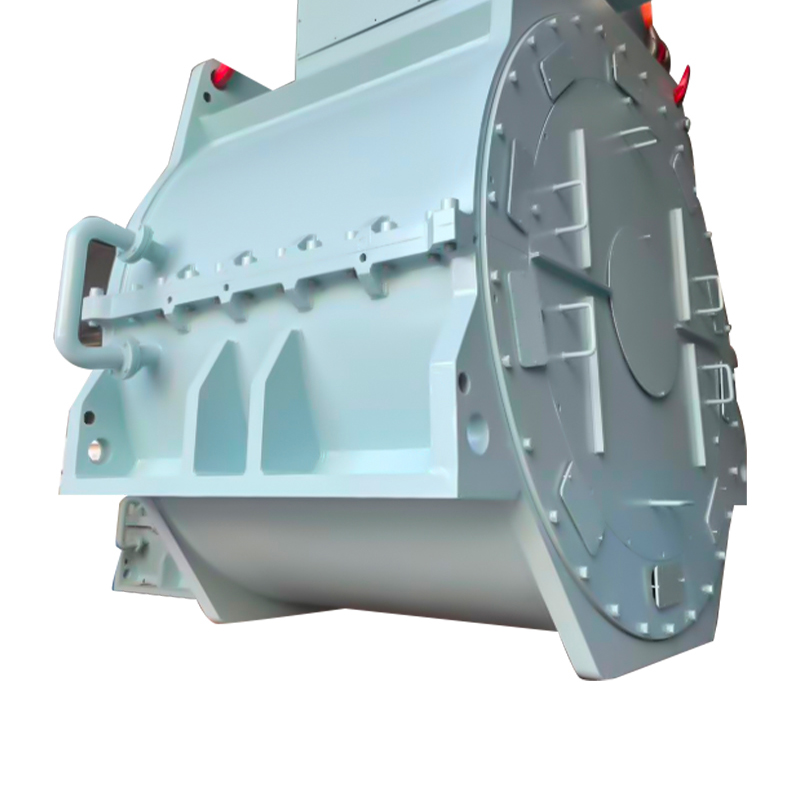
Le boîtier de générateur d'éolienne - également appelé cadre de générateur d'éolienne ou base de générateur - est un composant essentiel des unités de production d'énergie éolienne, positionné au sommet de la tour à l'intérieur de la nacelle. Sa fonction s'étend bien au-delà de la simple enceinte. Le boîtier du générateur constitue la principale interface porteuse entre le générateur et la structure plus large de la nacelle, se connectant au châssis principal à l'avant tout en supportant tout le poids du générateur à l'arrière. Dans cette position, il doit gérer simultanément les charges gravitationnelles statiques, le couple de fonctionnement dynamique, les moments de flexion induits par le vent et les vibrations transmises par la transmission, tout en conservant les relations dimensionnelles précises requises pour une production d'énergie efficace.
Le importance of the wind turbine generator frame is best understood by considering the consequences of its failure or dimensional inaccuracy. Misalignment between the generator and gearbox — or between the generator and main shaft in direct-drive configurations — introduces asymmetric bearing loads, accelerated gear and bearing wear, elevated vibration signatures, and ultimately premature drivetrain failure. Given that wind turbines are expected to operate for 20 to 25 years with minimal major maintenance, and that nacelle access at hub heights of 80 to 140 meters is logistically complex and costly, the structural integrity and dimensional precision of the generator housing are non-negotiable requirements with direct financial consequences across the turbine's operational lifetime.
Conditions de charge agissant sur le bâti du générateur
Le cadre de générateur d'éolienne opère dans l’un des environnements les plus exigeants sur le plan mécanique des équipements industriels. Contrairement aux machines industrielles stationnaires où les charges sont en grande partie statiques et prévisibles, le boîtier d'un générateur éolien doit résister à un spectre continu de charges dynamiques dont l'ampleur et la direction changent constamment en fonction des conditions de vent, de l'état de fonctionnement de l'éolienne et de la position de lacet. Comprendre ces catégories de charges est essentiel pour comprendre pourquoi la conception du châssis du générateur est un défi d'ingénierie structurelle sophistiqué plutôt qu'une tâche de fabrication simple.
- Charges gravitationnelles — Le poids propre du générateur – généralement de 15 à 80 tonnes selon la puissance de la turbine – agit comme une force constante vers le bas sur l'interface de montage du châssis du générateur. Dans les turbines plus grandes de plusieurs mégawatts, cette charge statique nécessite à elle seule des sections de châssis et des spécifications de matériaux qui seraient considérées comme excessives dans la plupart des contextes industriels.
- Couple opérationnel — Le couple de réaction du freinage électromagnétique de l'alternateur — la force qui résiste à la rotation du rotor lors de l'extraction de l'énergie électrique — est transmis directement dans le boîtier de l'alternateur de l'éolienne. Ce couple peut atteindre plusieurs centaines de kilonewtons-mètres dans les machines de plusieurs mégawatts et inverser la direction lors d'événements de défaillance du réseau, imposant une contrainte de torsion cyclique sur la structure du châssis tout au long de la durée de vie opérationnelle de l'éolienne.
- Moments de flexion induits par le vent — Les forces de poussée du rotor créent des moments de flexion qui se propagent à travers l'arbre principal et la boîte de vitesses jusqu'au châssis du générateur. Dans des conditions de vent extrêmes (charges de survie en cas de tempête, événements d'arrêt d'urgence), ces moments atteignent leurs valeurs maximales et doivent être absorbés par le cadre sans déformation permanente qui compromettrait l'alignement.
- Chargement de vibration et de fatigue — Le déséquilibre du rotor, l'excitation de la fréquence de passage des pales, les harmoniques de l'engrenage et l'ondulation du couple électromagnétique du générateur génèrent tous des charges vibratoires à des fréquences distinctes. Le châssis de l'éolienne doit être conçu avec une rigidité suffisante pour éviter les résonances à ces fréquences d'excitation et une résistance à la fatigue suffisante pour survivre aux milliards de cycles de charge accumulés sur une durée de vie de 20 ans.
- Lermal loads — Les différences de température entre l'intérieur du boîtier du générateur — chauffé par les pertes du générateur — et l'environnement externe de la nacelle créent une dilatation thermique différentielle qui doit être prise en compte sans introduire de désalignement ni limiter la croissance thermique du générateur de manière à endommager les interfaces de montage.
Différences de conception : configurations de turbine à engrenages ou à entraînement direct
Le mechanical architecture of the wind turbine fundamentally shapes the design requirements for the wind turbine generator housing. Two dominant drivetrain configurations — geared and direct-drive — impose substantially different load profiles and alignment requirements on the generator frame, resulting in distinct structural designs optimized for each architecture.
Châssis de générateur à turbine à engrenages
Dans les éoliennes à engrenages classiques, l'arbre principal à basse vitesse se connecte à une boîte de vitesses qui augmente la vitesse de rotation avant d'entraîner un générateur à grande vitesse relativement compact. Le cadre du générateur d'éolienne dans cette configuration doit assurer un alignement précis entre l'arbre de sortie de la boîte de vitesses et l'arbre d'entrée du générateur - généralement réalisé grâce à un accouplement flexible, mais exigeant toujours que les axes des deux arbres restent dans des limites étroites de désalignement angulaire et parallèle dans toutes les conditions de charge de fonctionnement. La conception structurelle du châssis doit maintenir cet alignement malgré les déflexions causées par le poids du générateur, la réaction de couple et les charges dynamiques, ce qui nécessite une analyse minutieuse par éléments finis pendant la phase de conception pour vérifier la conformité des déflexions sur toute l'enveloppe de charge.
Châssis de générateur de turbine à entraînement direct
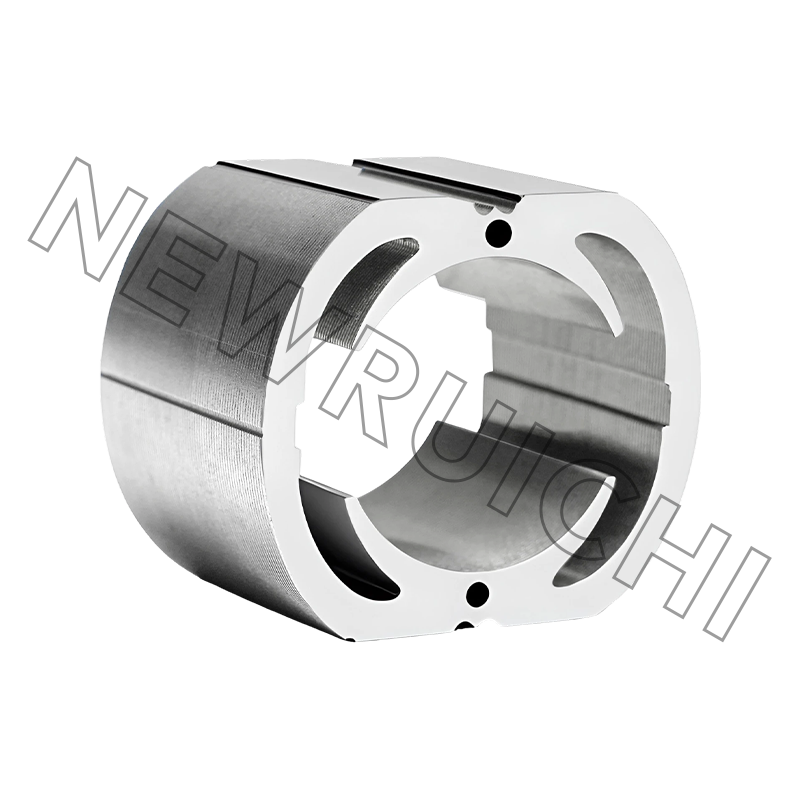
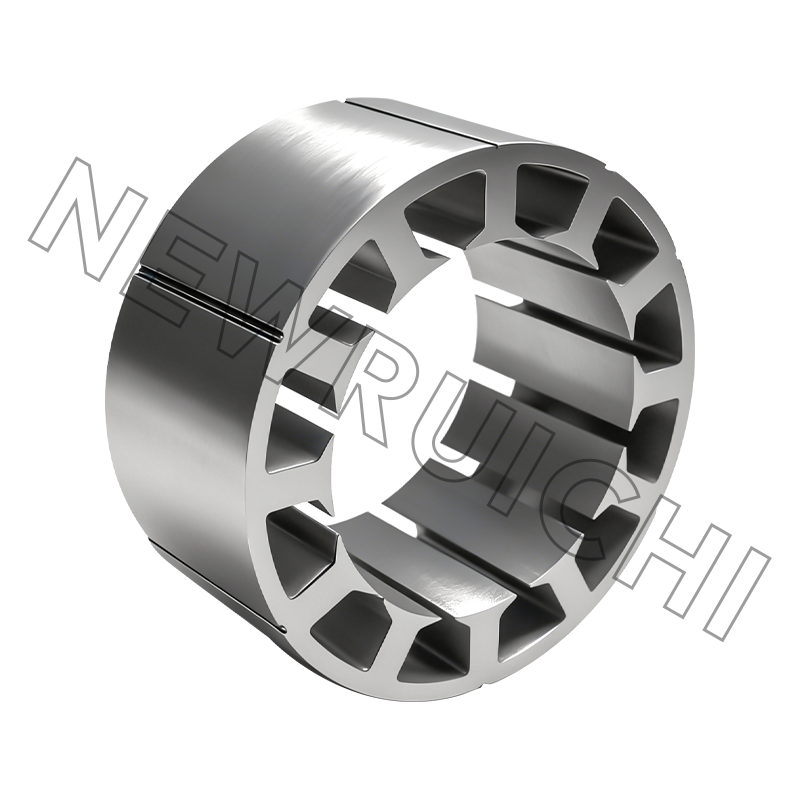
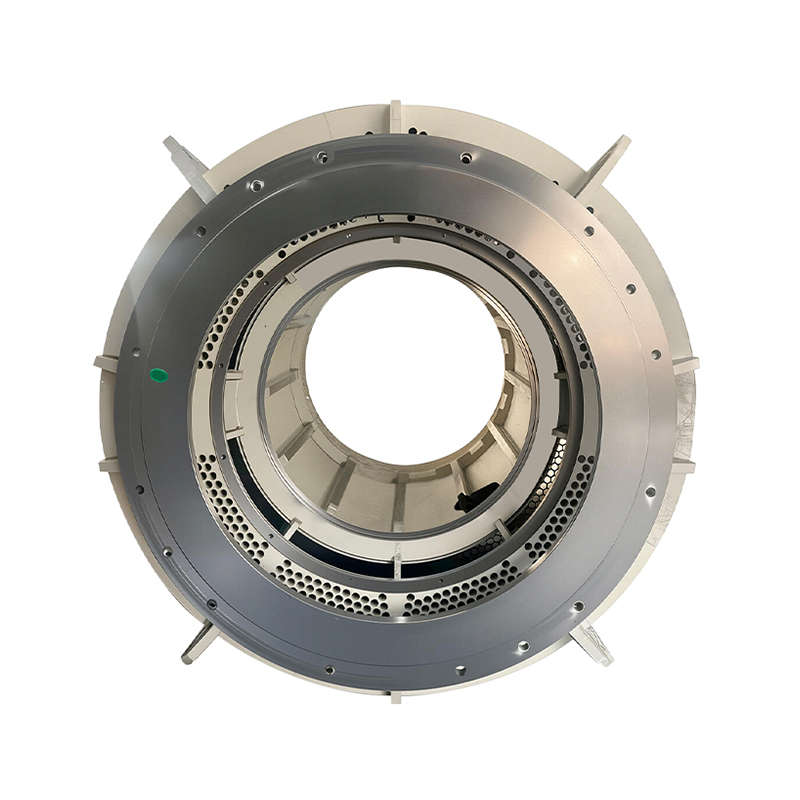
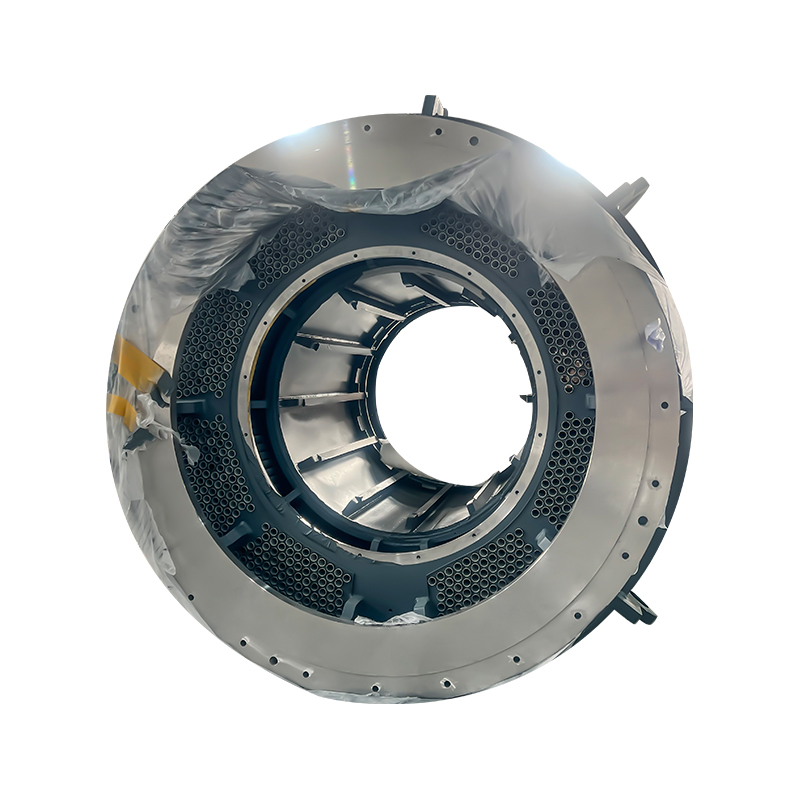
Les éoliennes à entraînement direct éliminent entièrement la boîte de vitesses, le moyeu du rotor se connectant directement à un générateur de grand diamètre et à faible vitesse. Le châssis de l'éolienne dans les configurations à entraînement direct joue un rôle structurel encore plus critique : il doit supporter un générateur nettement plus grand et plus lourd que son équivalent à engrenages (souvent 50 à 100 tonnes dans les machines offshore multi-mégawatts) tout en maintenant l'uniformité précise de l'entrefer entre le rotor et le stator qui est essentielle pour l'efficacité électromagnétique et en évitant le contact rotor-stator. Le cadre structurel des turbines à entraînement direct s'intègre souvent au boîtier de roulement principal et forme un chemin de charge continu depuis le moyeu du rotor jusqu'au sommet de la tour, ce qui en fait l'un des moulages ou fabrications structurelles les plus complexes de toute la turbine.
Matériaux et méthodes de fabrication des boîtiers de générateurs
Le material and manufacturing process selected for a wind turbine generator housing must satisfy simultaneous requirements for structural strength, stiffness, fatigue resistance, dimensional accuracy, weldability or castability, and machinability at the precision interfaces where the generator and drivetrain components mount. Two primary manufacturing routes dominate current production: structural steel fabrication and ductile iron casting.
Cadres fabriqués en acier de construction
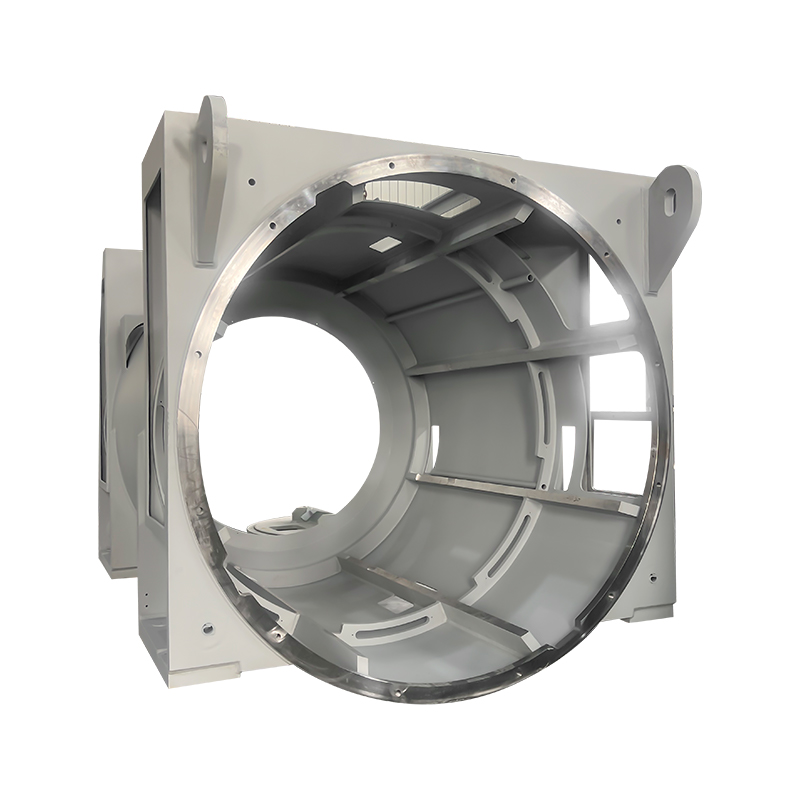
Les cadres d'éoliennes fabriqués en acier sont construits à partir de tôles et de sections d'acier de construction, découpées selon le profil et soudées dans la géométrie tridimensionnelle requise. Cette approche offre une flexibilité de conception — la géométrie du cadre peut être optimisée en détail sans les contraintes de faisabilité du moulage — et est bien adaptée aux volumes de production faibles et moyens où l'investissement en outillage pour le moulage ne serait pas justifié. Les nuances d'acier de construction à haute résistance (S355 et S420 étant des spécifications communes) offrent la limite d'élasticité et la ténacité requises pour l'environnement de charge de fatigue. La qualité des soudures est la variable de fabrication critique dans les cadres fabriqués ; toutes les soudures structurelles doivent au minimum répondre au niveau de qualité B de la norme EN ISO 5817, avec une inspection complète des soudures par pénétration par ultrasons ou par radiographie aux endroits soumis à des contraintes élevées.
Cadres en fonte ductile
Pour des volumes de production plus élevés, la fonte ductile offre des avantages significatifs dans la production des géométries tridimensionnelles complexes du cadre de l'éolienne avec des nervures, des bossages et des supports de montage intégrés qui seraient extrêmement difficiles à réaliser dans une construction préfabriquée. La fonte ductile de qualité EN-GJS-400-18-LT — sélectionnée pour sa combinaison de résistance, de ductilité et de résistance aux chocs à basse température pour les installations dans des climats froids — est la spécification de matériau standard. Les cadres moulés atteignent leur précision dimensionnelle finale grâce à un usinage de précision de toutes les interfaces de montage critiques, avec des tolérances sur la planéité du support de montage du générateur généralement maintenues à moins de 0,05 mm sur toute l'empreinte de montage.
| Propriété | Cadre fabriqué en acier | Cadre en fonte ductile |
| Complexité géométrique | Modéré – limité par la fabrication | Élevé — fonctionnalités internes complexes possibles |
| Investissement en outillage | Faible | Élevé (modèle et outillage de base) |
| Coût unitaire en volume | Plus haut | Faibleer |
| Flexibilité des délais | Élevé — aucun délai de mise en œuvre du modèle | Faibleer — foundry scheduling dependent |
| Modification de conception | Rapide et peu coûteux | Lent et coûteux (refonte du modèle) |
Exigences d’alignement de précision et normes d’usinage
Le wind turbine generator frame ensures precise alignment and positioning between the generator and the gearbox or main shaft — a requirement that translates into extremely demanding machining specifications for the frame's mounting interfaces. Achieving and maintaining this alignment over the turbine's 20-year service life requires that the machined surfaces retain their dimensional accuracy despite the structural deflections, thermal cycles, and fatigue loads accumulated during operation.
Les caractéristiques usinées critiques sur le boîtier de l'éolienne comprennent les faces des patins de montage du générateur - qui doivent être coplanaires dans des tolérances de planéité serrées pour garantir une répartition uniforme de la charge sur tous les boulons de montage - et l'alésage d'alignement ou les caractéristiques de registre qui localisent le générateur de manière concentrique par rapport à l'axe de la transmission. Les tolérances de position sur les éléments d'alignement sont généralement spécifiées dans la plage de ±0,1 mm à ±0,2 mm, obtenues grâce à des opérations d'alésage et de fraisage horizontal CNC de précision utilisant des centres d'usinage grand format capables de s'adapter à l'enveloppe complète du cadre dans une seule configuration. L'usinage en une seule configuration de toutes les interfaces critiques élimine les erreurs de position cumulatives qui résulteraient du repositionnement de la pièce entre les opérations et est considéré comme la seule méthode fiable pour atteindre la précision inter-fonctionnalité requise sur les grands châssis de générateur.
Protection des surfaces et prévention de la corrosion pour les environnements difficiles
Les éoliennes fonctionnent dans certains des environnements corrosifs les plus difficiles rencontrés par les équipements industriels : les installations offshore sont confrontées à des brouillards salins constants et à une humidité élevée, tandis que les installations terrestres dans les régions côtières, désertiques et à climat froid présentent leurs propres problèmes de corrosion. Le carter de l'aérogénérateur doit être protégé contre la corrosion tout au long de sa durée de vie sans nécessiter d'entretien de revêtement qui nécessiterait un démontage important des composants de la nacelle.
Les systèmes de protection de surface pour les châssis de générateurs dans les applications terrestres standard consistent généralement en un apprêt riche en zinc appliqué par pulvérisation sans air sur une épaisseur de film sec minimum de 60 microns, suivi de couches intermédiaires époxy et d'une couche de finition en polyuréthane, atteignant une épaisseur totale du système de 200 à 320 microns conformément à la catégorie de corrosivité ISO 12944 C3 ou C4. Les installations offshore nécessitent des systèmes de protection améliorés répondant aux exigences C5-M - incorporant souvent du zinc ou de l'aluminium pulvérisé thermiquement comme barrière supplémentaire sous le système de peinture - pour obtenir la protection contre la corrosion sans entretien de 25 ans qu'exigent les composants de nacelles offshore inaccessibles. Les surfaces usinées et les interfaces de précision sont protégées avec des composés de conservation amovibles pendant le stockage et le transport, retirés lors de l'installation pour restaurer la précision dimensionnelle des surfaces de montage.
Assurance qualité et certification pour la production de châssis de générateur
Les châssis d'éoliennes sont des composants critiques pour la sécurité, soumis aux exigences de certification d'organismes de certification de type indépendants, notamment DNV, Bureau Veritas, TÜV SÜD et Lloyd's Register, dont l'approbation est requise avant que les conceptions d'éoliennes puissent être déployées commercialement. Les exigences d'assurance qualité pour la production de châssis de générateur sont par conséquent rigoureuses, couvrant la traçabilité des matériaux, l'examen non destructif, l'inspection dimensionnelle et les contrôles de processus documentés à chaque étape de la fabrication.
- Certification des matériaux — Toutes les tôles et profilés en acier de construction doivent être fournis avec des certificats d'essai de matériaux EN 10204 3.2, vérifiés par une autorité d'inspection indépendante, confirmant la composition chimique, les propriétés mécaniques et les résultats des essais d'impact à la température d'essai spécifiée.
- Procédure de soudage et qualification des soudeurs — Tous les soudages structurels doivent être effectués conformément aux spécifications de procédures de soudage qualifiées (WPS) développées et testées conformément à la norme EN ISO 15614, tous les soudeurs détenant des certificats de qualification en vigueur pour le processus de soudage, le groupe de matériaux et la configuration de joint concernés.
- Examen non destructif (END) — Les soudures à pénétration totale aux endroits soumis à des contraintes élevées sont soumises à des tests par ultrasons (UT) ou radiographiques (RT) pour détecter les défauts internes. Des tests de particules magnétiques (MT) sont appliqués à tous les bords de soudure et aux zones de surfaces soumises à de fortes contraintes pour détecter les fissures débouchant en surface et près de la surface qui pourraient déclencher des ruptures par fatigue.
- Rapport d'inspection dimensionnelle — Un rapport d'inspection dimensionnel complet, généré à l'aide de mesures CMM de toutes les caractéristiques critiques, est produit pour chaque châssis de générateur et conservé comme dossier de qualité qui soutient la documentation de certification de la turbine et fournit une base de référence pour toute évaluation future de l'état.
-

Votre adresse email ne sera pas publiée. Les champs obligatoires sont marqués *





![]() Email: [email protected]
Email: [email protected]
[email protected]
[email protected]
![]() Téléphone/Téléphone :
+86-18861576796 +86-18261588866
Téléphone/Téléphone :
+86-18861576796 +86-18261588866
+86-15061854509 +86-15305731515
Droit d'auteur © Wuxi New Ruichi Technology Co., Ltd. / Wuxi Cailiang Machinery Co., Ltd. All rights reserved.
Fabricants de noyaux de stator et de rotor
