 fr
fr
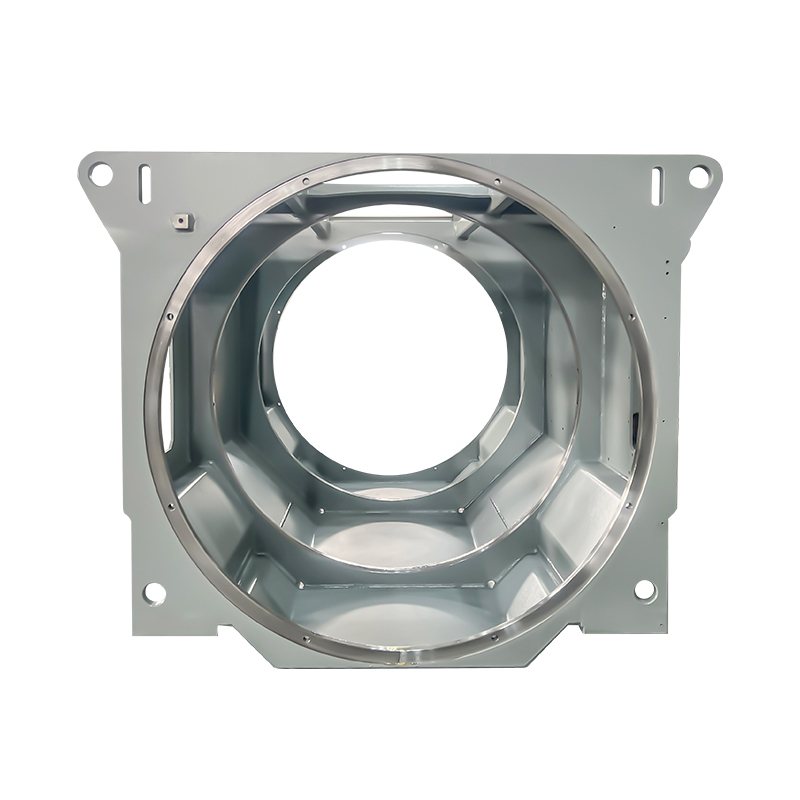
Noyau de stator de servomoteur et tôles de rotor
Pourquoi le noyau du stator du moteur définit les performances du système servo
Dans tout système de mouvement de précision, le servomoteur fonctionne comme un joint d'actionnement — traduisant l'entrée électrique en sortie mécanique contrôlée avec une réactivité de l'ordre de la milliseconde. Au centre de ce processus de conversion se trouve le noyau du stator du moteur : la structure magnétique fixe qui génère le champ électromagnétique rotatif entraînant le rotor. Sa géométrie, ses propriétés matérielles et sa précision de fabrication déterminent collectivement l’efficacité et la précision de la conversion d’énergie.
Un noyau de stator bien conçu fait plus que conduire le flux magnétique. Il façonne la distribution spatiale de ce flux à travers l'entrefer, influençant directement la linéarité du couple, la qualité de la forme d'onde de la force électromagnétique inverse et la capacité du moteur à maintenir un contrôle de position précis dans diverses conditions de charge. Dans les bras robotiques, les centres d'usinage CNC et les chaînes d'assemblage automatisées à cycle élevé (environnements où la précision de position est mesurée en micromètres et les temps de cycle en millisecondes), le noyau du stator n'est pas un composant de base. C'est un élément de performance de précision.
Les fabricants qui traitent la sélection et la spécification du noyau de stator comme une décision d'ingénierie plutôt que comme une décision d'approvisionnement obtiennent systématiquement de meilleurs résultats au niveau du système : une ondulation de couple plus faible, une accumulation thermique réduite et des intervalles de fonctionnement plus longs entre les cycles de maintenance.
Sélection des matériaux : la base des performances magnétiques à faibles pertes
Les propriétés magnétiques et électriques du matériau de stratification fixent un plafond absolu en matière d'efficacité du moteur et de réponse dynamique. Pour les tôles du stator et du rotor des servomoteurs, l'acier au silicium à haute perméabilité (généralement de l'acier électrique non orienté avec une teneur en silicium allant de 2 % à 3,5 %) est le matériau de choix dans les applications d'asservissement de précision.
L'alliage de silicium supprime les pertes par courants de Foucault en augmentant la résistivité électrique, tandis que les qualités à haute perméabilité garantissent que le circuit magnétique sature à des densités de flux plus élevées, permettant ainsi une sortie de couple plus importante par unité de volume du noyau. Les paramètres de performance clés à spécifier lors de l'approvisionnement en matériaux de stratification comprennent :
- Perte de noyau (W/kg) — mesuré à une densité de flux et une fréquence spécifiques (par exemple, 1,0 T à 50 Hz ou 400 Hz pour les applications à grande vitesse) ; une perte de noyau inférieure réduit la génération thermique et améliore l'efficacité à la vitesse de fonctionnement
- Perméabilité relative (μr) — une perméabilité plus élevée réduit la force magnétomotrice requise pour atteindre une densité de flux donnée, permettant une génération de couple plus réactive
- Épaisseur de stratification — des tôles plus fines (0,20 mm, 0,27 mm, 0,35 mm) réduisent les pertes par courants de Foucault à des fréquences électriques plus élevées ; l'épaisseur appropriée dépend de la vitesse nominale du moteur et de la bande passante de contrôle
- Revêtement isolant — l'isolation interlaminaire (généralement un revêtement de qualité C-5 ou C-6) empêche les courants de Foucault de se créer un pont entre les tôles empilées, conservant ainsi les caractéristiques de perte prévues du noyau assemblé
Pour les servomoteurs ultra-rapides fonctionnant au-dessus de 10 000 tr/min, des alliages métalliques amorphes ou des nuances de fer-cobalt peuvent être spécifiés à la place de l'acier au silicium conventionnel, offrant une perte de noyau considérablement inférieure à hautes fréquences à un coût plus élevé correspondant.
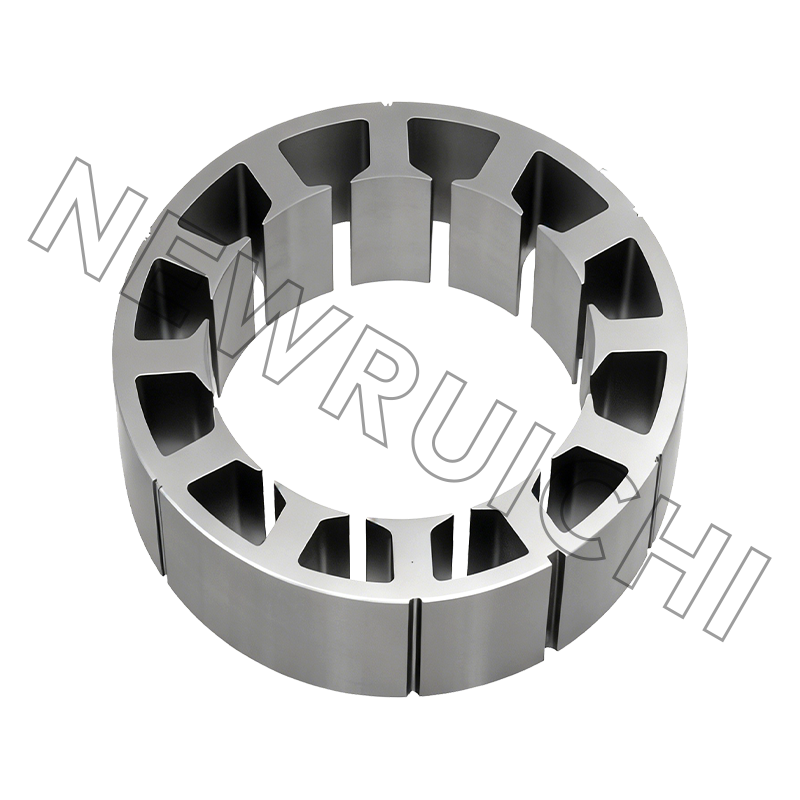
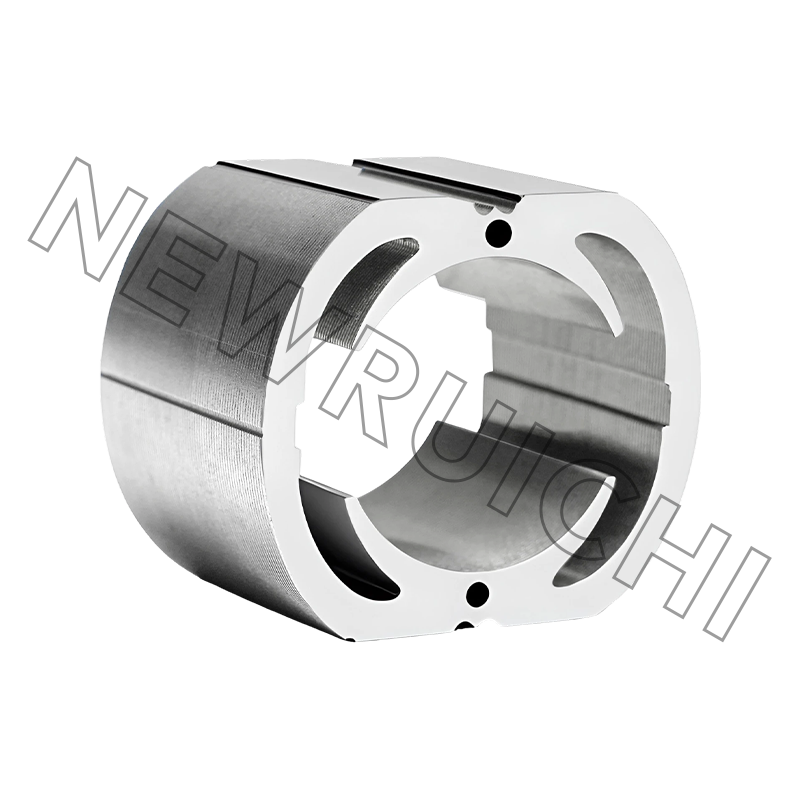
Estampage de précision : comment le processus de fabrication favorise la cohérence dimensionnelle
La transition de l'acier électrique brut à l'acier fini tôles de stator et de rotor de servomoteur nécessite une technologie d’estampage de précision capable de respecter des tolérances géométriques strictes sur des séries de production à grand volume. L'incohérence dimensionnelle des tôles (variations dans la géométrie des fentes, la largeur des dents ou le diamètre extérieur) se traduit directement par une asymétrie magnétique dans le noyau assemblé, produisant une distorsion harmonique dans le flux de l'entrefer et une augmentation mesurable de l'ondulation du couple.
L'emboutissage progressif est la méthode de production dominante pour les laminages de servomoteurs, offrant le débit et la répétabilité requis pour une qualité constante à grande échelle. Les principaux paramètres dimensionnels contrôlés lors de l'emboutissage comprennent :
- Tolérance de géométrie de fente — la largeur et la profondeur des fentes affectent directement le facteur de remplissage de l'enroulement et la réluctance du trajet du flux ; les cibles de tolérance typiques pour les laminages de qualité servo sont de ±0,02 mm ou plus
- Contrôle de la hauteur des bavures — des bavures excessives provenant de la zone de cisaillement d'emboutissage augmentent l'épaisseur effective de la stratification, compromettent l'intégrité de l'isolation et créent des concentrations de contraintes qui augmentent la perte d'hystérésis ; la hauteur des bavures est généralement contrôlée à ≤0,05 mm
- Planéité et cambrure — les tôles non plates créent une non-uniformité d'empilement qui introduit une excentricité du rotor et des vibrations à la vitesse de fonctionnement ; l'écart de planéité est généralement spécifié dans les limites de 0,1 mm pour 100 mm de diamètre de stratification
- Concentricité des diamètres intérieur et extérieur — essentiel pour maintenir un entrefer uniforme autour de la circonférence du rotor, qui régit directement le contenu harmonique spatial de la forme d'onde de la densité de flux de l'entrefer
Les bords lisses obtenus grâce au jeu contrôlé de la matrice et à l'entretien régulier de la matrice contribuent également à l'équilibre mécanique lors de la rotation à grande vitesse, réduisant ainsi les forces d'excitation vibratoire qui autrement se traduiraient par un bruit audible et une usure accélérée des roulements.
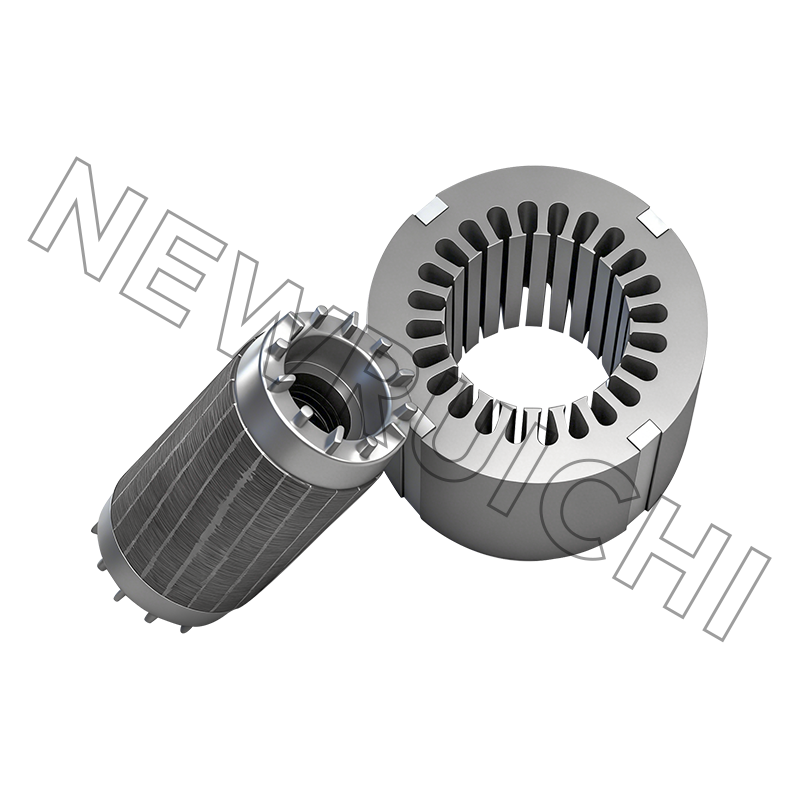
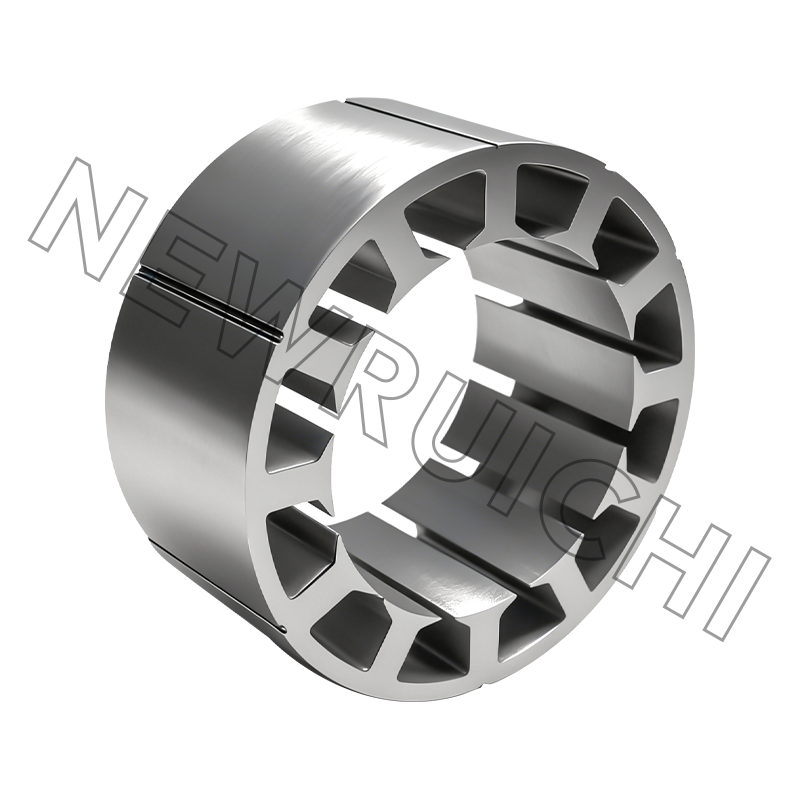
Conception du noyau du stator et du rotor : correspondance pôle-emplacement et optimisation du circuit magnétique
Le noyau de rotor de stator La configuration (la combinaison du nombre d'emplacements du stator, du nombre de pôles du rotor et de leur relation géométrique) est la principale variable de conception régissant l'amplitude de l'ondulation du couple, le couple d'encoche et l'inductance de l'enroulement dans les servomoteurs. Obtenir cette bonne combinaison ne consiste pas simplement à sélectionner un nombre élevé de pôles ou un grand nombre d’emplacements ; cela nécessite une évaluation systématique des interactions harmoniques entre la distribution MMF du stator et le modèle de flux du rotor.
Les combinaisons pôle-emplacement courantes utilisées dans les conceptions de servomoteurs et leurs caractéristiques de performance sont résumées ci-dessous :
| Combinaison pôle/fente | Couple de crémaillère | Facteur d'enroulement | Application typique |
|---|---|---|---|
| 8P/12S | Faible | 0.866 | Servo à usage général, robotique |
| 10P/12S | Très faible | 0.933 | Positionnement de haute précision, entraînement direct |
| 6P/9S | Moyen | 0.866 | Servo compact, dispositifs médicaux |
| 14P/12S | Très faible | 0.933 | Faible-speed high-torque, collaborative robots |
Au-delà de la sélection pôle-emplacement, des caractéristiques de conception auxiliaires dans la géométrie du noyau du rotor du stator, notamment l'inclinaison de l'emplacement du stator, l'inclinaison de l'aimant du rotor et le chanfreinage de la pointe des dents, sont appliquées pour atténuer davantage les harmoniques de couple d'encoche. Ces raffinements géométriques sont mis en œuvre au stade de l'emboutissage par stratification, ce qui rend leur exécution précise dépendante de la même précision dimensionnelle évoquée dans la section précédente.
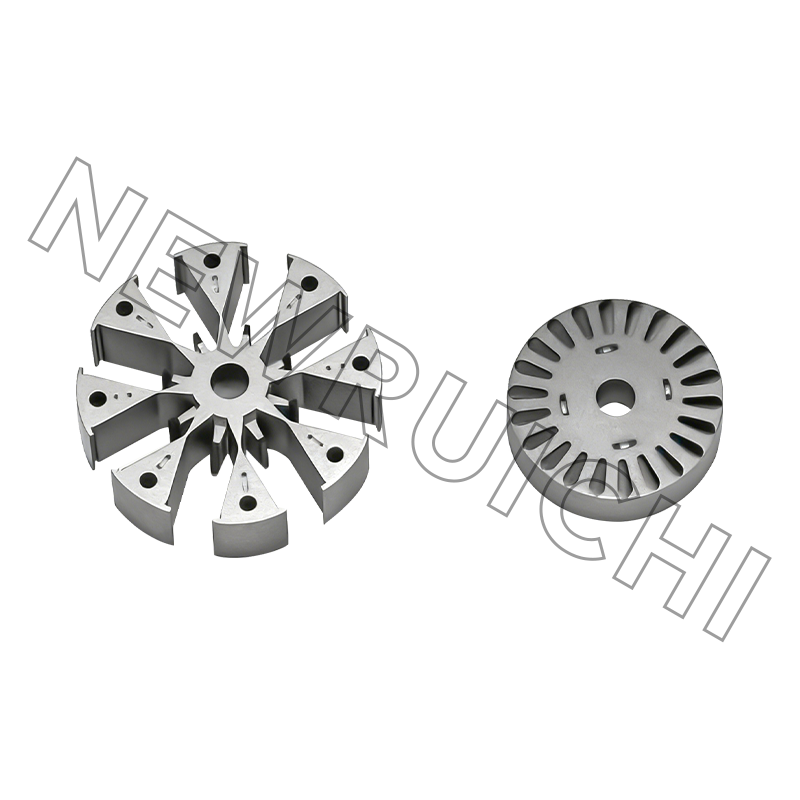
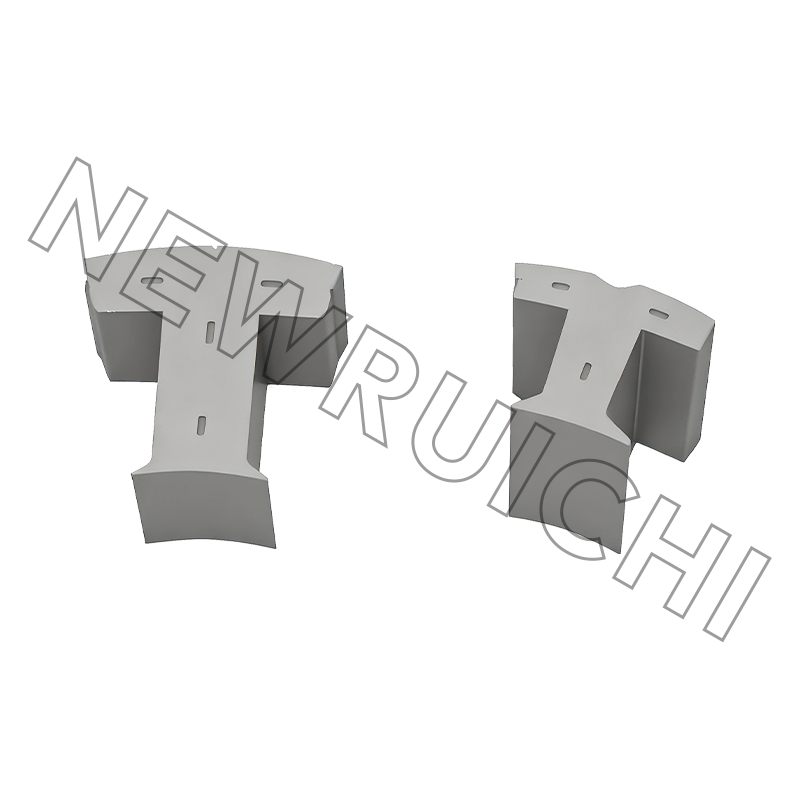
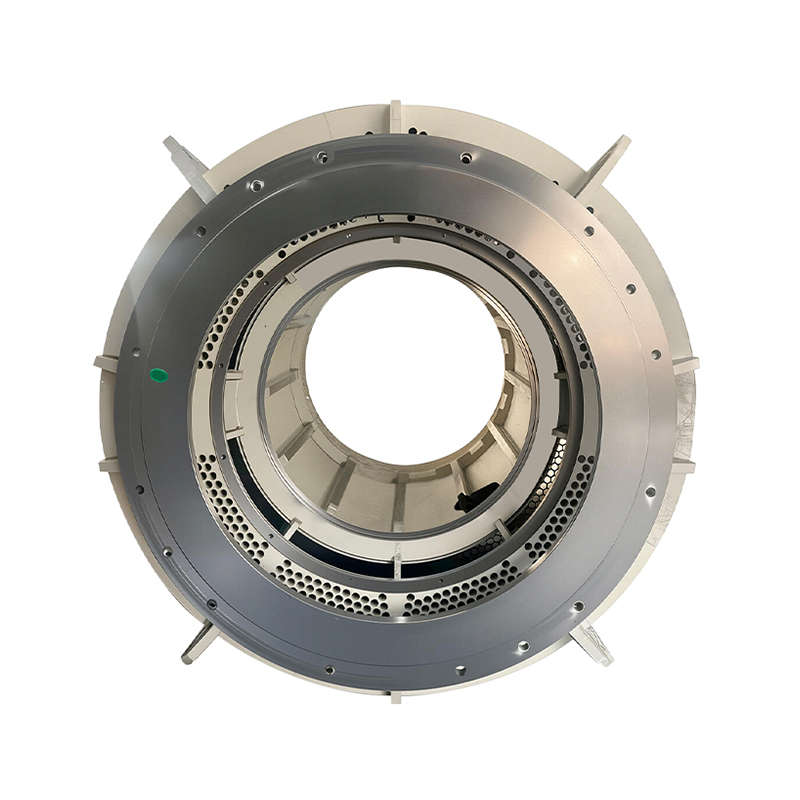
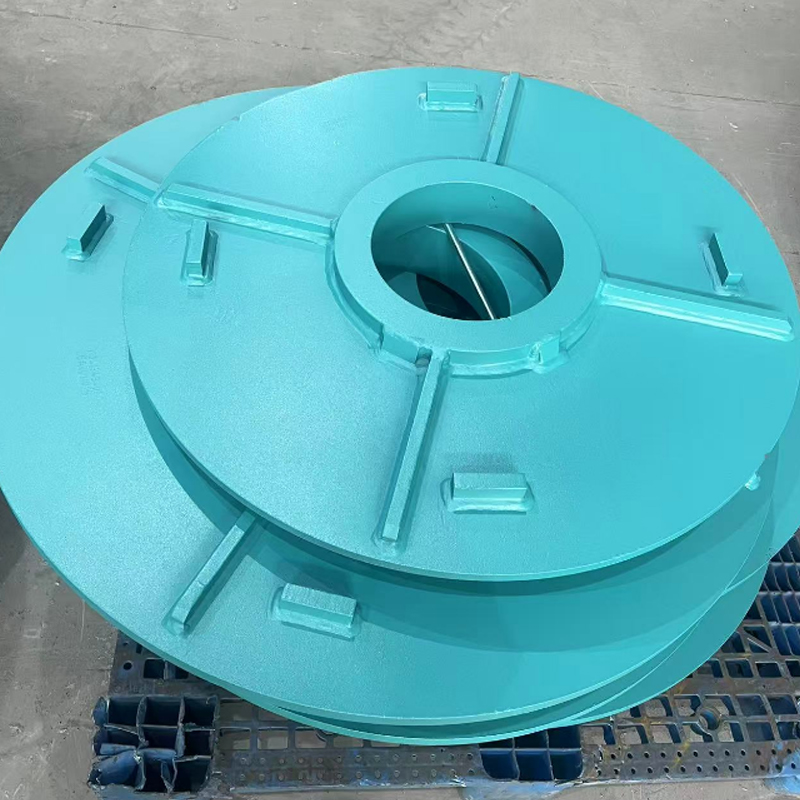
Empilage, liaison et assemblage de noyaux : des stratifications aux noyaux fonctionnels
Les tôles individuelles du stator et du rotor du servomoteur acquièrent leur pleine valeur fonctionnelle uniquement lorsqu'elles sont assemblées dans un noyau empilé cohérent avec un contact inter-laminaire cohérent et un alignement axial précis. La méthode d'assemblage choisie affecte l'intégrité mécanique, les performances magnétiques et l'adéquation aux processus de fabrication en aval, notamment l'insertion des enroulements et l'équilibrage du rotor.
Le primary stacking and bonding methods used for servo-grade cores are:
- Verrouillage (auto-serrant) — des alvéoles ou des languettes estampées verrouillent les stratifications adjacentes pendant l'empilage, assurant ainsi une cohésion mécanique sans adhésif ni attaches ; la méthode la plus courante pour la production en grand volume en raison de sa rapidité et de sa rentabilité
- Soudage laser — des cordons de soudure axiaux appliqués le long du diamètre extérieur du noyau empilé ; produit un assemblage rigide avec une bonne stabilité dimensionnelle, bien que les contraintes induites par la soudure puissent augmenter légèrement la perte locale du noyau dans les zones affectées
- Collage adhésif (piles de lamelles collées) — adhésifs anaérobies ou époxy appliqués entre les surfaces de stratification ; élimine les contraintes mécaniques dues au soudage ou au verrouillage, préservant ainsi toutes les propriétés magnétiques de chaque stratification ; préféré pour les noyaux de servo à très faible bruit et de haute précision
- Assemblage à boulon traversant — tôles alignées sur un mandrin de précision et serrées avec des boulons traversants ; utilisé principalement pour les cadres de plus grande taille où le verrouillage ou le soudage n'est pas pratique
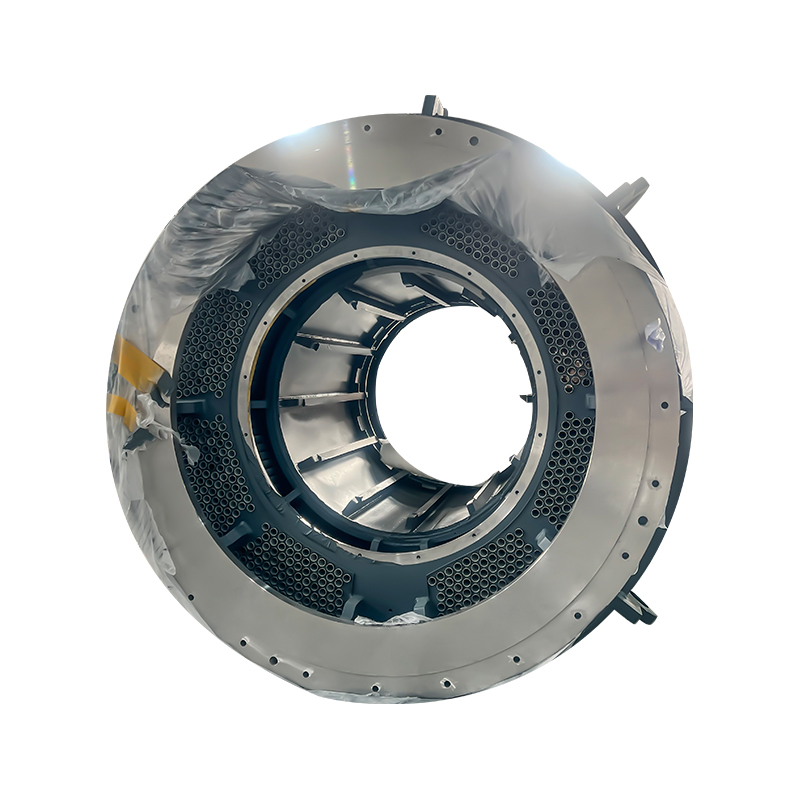
Pour les noyaux de rotor des servomoteurs à aimants permanents, un alignement précis de l’empilement axial est particulièrement critique. Le désalignement entre l'empilement de tôles du rotor et la géométrie de montage de l'aimant introduit des chemins de flux asymétriques qui augmentent à la fois le couple d'encoche et le bruit acoustique pendant le fonctionnement.
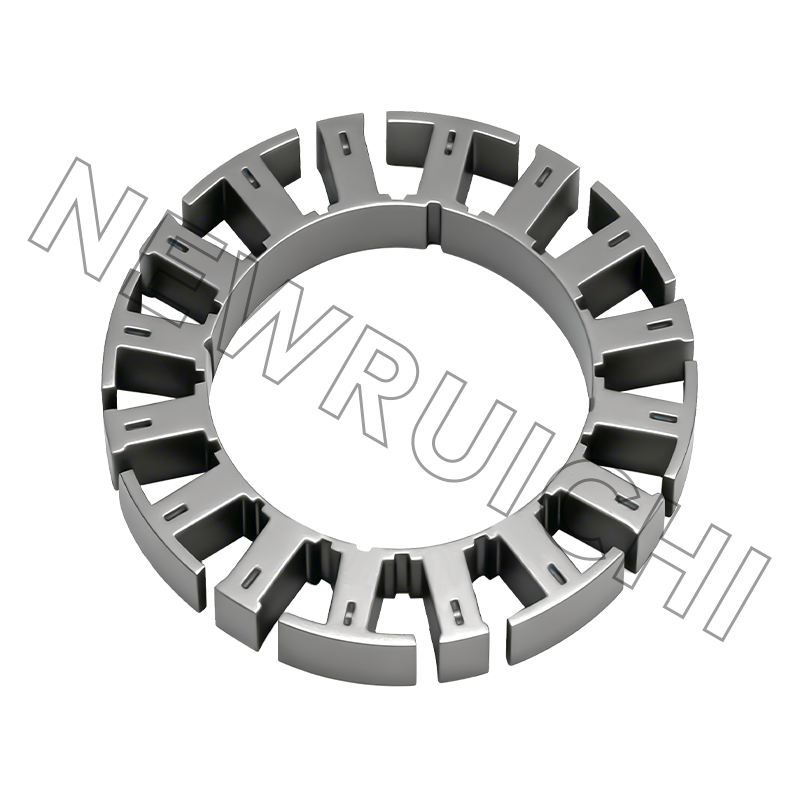
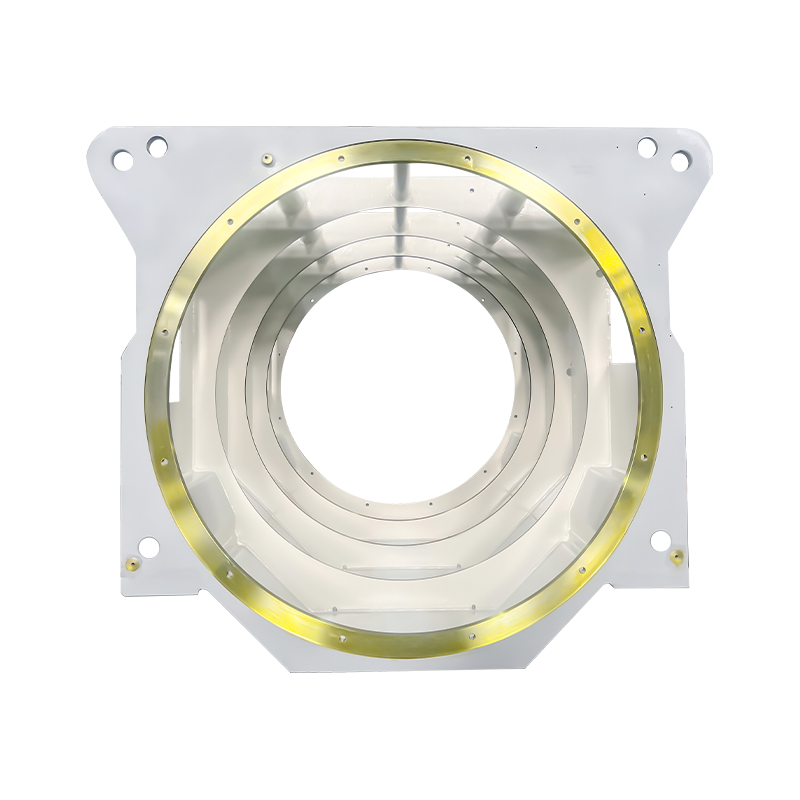
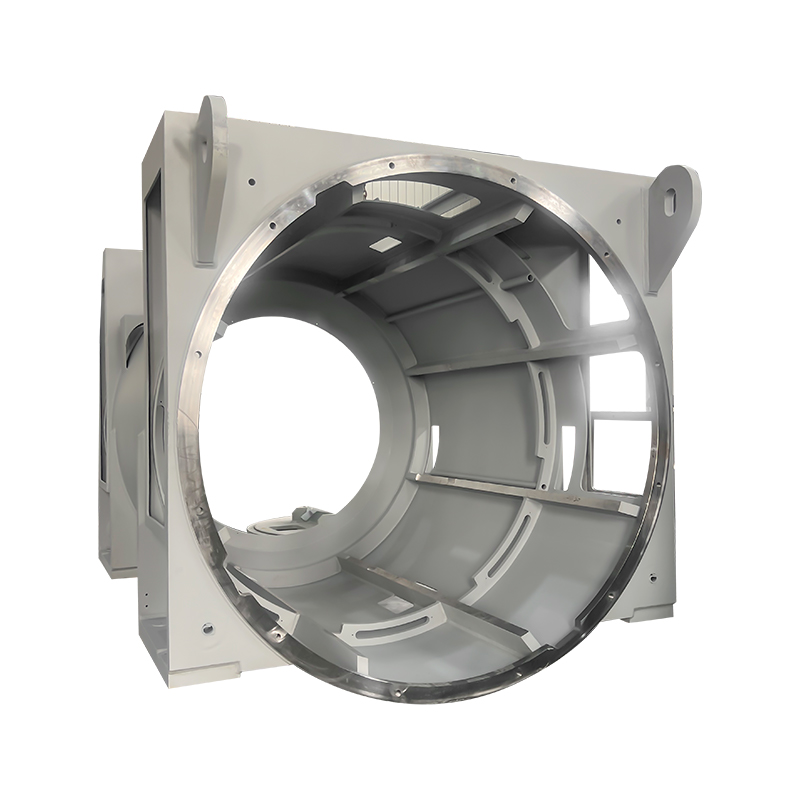
Options de personnalisation pour la géométrie de stratification du servomoteur
Les géométries de stratification standard couvrent les tailles de châssis de servomoteurs et les configurations pôle-fente les plus courantes, mais de nombreuses applications de mouvement de précision nécessitent des conceptions de stratification personnalisées pour répondre à des exigences spécifiques de performances, d'emballage ou d'intégration. La personnalisation de la géométrie de stratification est disponible dans les dimensions suivantes :
- Diamètre extérieur et intérieur — adapté aux dimensions spécifiques du châssis du moteur ou aux contraintes d'intégration de l'entraînement direct
- Forme de la fente et largeur d'ouverture — optimisé pour des calibres de fils de bobinage, des facteurs de remplissage et des cibles d'inductance de fuite spécifiques
- Géométrie de la pointe de la dent — l'angle du chanfrein et la largeur de la pointe sont ajustés pour équilibrer la réduction du couple d'encoche par rapport à la densité de flux dans la région de la pointe de la dent
- Géométrie de la poche de l'aimant du rotor — pour les conceptions de rotors à aimant permanent intérieur (IPM), la forme de la poche détermine l'efficacité de la barrière de flux et le rapport de saillance, qui influencent tous deux la contribution du couple de réluctance et la bande passante de contrôle dynamique
- Longueur de la pile — ajusté pour répondre aux objectifs de densité de couple dans les contraintes d'emballage axial
Un outillage prototype pour des géométries de stratification personnalisées peut être produit à un coût relativement faible en utilisant l'électroérosion à fil ou la découpe laser pour la validation initiale, avec un outillage de matrice progressif mis en service une fois la géométrie confirmée. Cette approche en deux étapes permet aux concepteurs de moteurs d’itérer sur la géométrie de stratification sans s’engager prématurément dans un investissement important en outillage.
Résultats en termes de performances : ce que les cœurs de haute qualité apportent dans les applications
Le cumulative effect of material selection, dimensional precision, optimized pole–slot design, and careful assembly is measurable at the system level. Servo motors built on high-quality motor stator cores and precision-stamped laminations consistently demonstrate the following performance characteristics compared to motors using lower-specification cores:
- Ondulation de couple réduite — permettant des profils de mouvement plus fluides dans les articulations robotiques et les étapes de positionnement linéaire, avec des avantages directs en termes de qualité de finition de surface dans les applications d'usinage et de précision de trajectoire dans l'automatisation du prélèvement et du placement
- Température de fonctionnement inférieure — une perte de noyau réduite se traduit par moins de génération de chaleur à la charge nominale, prolongeant la durée de vie de l'isolation des enroulements et permettant des cycles de service continus plus élevés sans déclassement
- Réponse dynamique plus rapide — une perte magnétique plus faible et une perméabilité plus élevée améliorent la stabilité constante du couple du moteur sur toute la plage de vitesse de fonctionnement, prenant en charge des bandes passantes de boucle de courant plus étroites dans le servomoteur
- Réduction des vibrations et du bruit acoustique — une planéité contrôlée du laminage, des bords de fente lisses et un équilibre précis du rotor suppriment les forces d'excitation mécaniques qui génèrent du bruit audible, une exigence de plus en plus spécifiée dans les applications médicales, de semi-conducteurs et de robotique collaborative
- Performances cohérentes d’un lot à l’autre — des tolérances dimensionnelles strictes tout au long des cycles de production garantissent que les paramètres de performances du moteur restent conformes aux spécifications tout au long de la durée de vie d'un programme de production, réduisant ainsi le besoin d'étalonnage individuel du moteur au stade de l'intégration du système.
Dans les environnements de fabrication à cycle élevé où les servomoteurs peuvent exécuter des dizaines de millions de mouvements de positionnement par an, ces avantages en termes de performances s'aggravent tout au long de la durée de vie opérationnelle du système : réduction de la consommation d'énergie, allongement des intervalles de maintenance et amélioration du coût total de possession par rapport aux moteurs construits sur des composants de noyau de stator et de rotor de spécifications inférieures.
Votre adresse email ne sera pas publiée. Les champs obligatoires sont marqués *





![]() Email: [email protected]
Email: [email protected]
[email protected]
[email protected]
![]() Téléphone/Téléphone :
+86-18861576796 +86-18261588866
Téléphone/Téléphone :
+86-18861576796 +86-18261588866
+86-15061854509 +86-15305731515
Droit d'auteur © Wuxi New Ruichi Technology Co., Ltd. / Wuxi Cailiang Machinery Co., Ltd. All rights reserved.
Fabricants de noyaux de stator et de rotor
