 fr
fr
Pourquoi les constructeurs de moteurs se tournent vers des noyaux finis prêts à installer ?
Au-delà des laminages individuels : les arguments en faveur des assemblages de noyaux finis
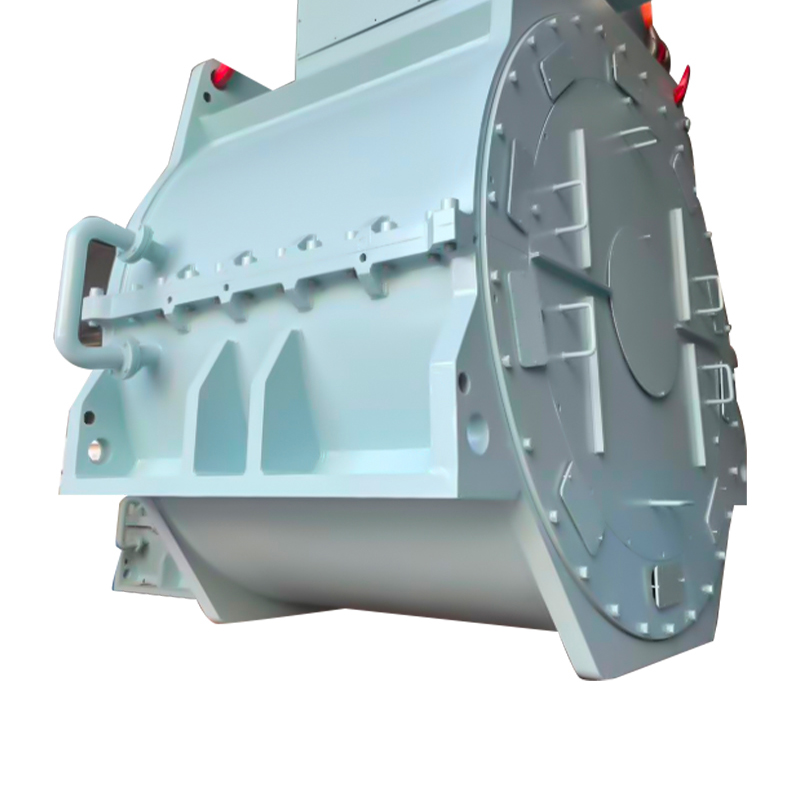
Pendant des décennies, les fabricants de moteurs se sont procurés des tôles individuelles et ont géré en interne toutes les opérations d'empilage, d'alignement et de fixation en aval. Si cette approche offrait une flexibilité maximale, elle introduisait également une complexité importante : coordination de plusieurs sous-processus, maintenance des outils pour chaque étape d'assemblage, formation des opérateurs à diverses techniques et gestion de la qualité à chaque étape avant l'émergence d'un seul noyau utilisable. À mesure que les cycles de développement de produits se resserrent et que les chaînes d'approvisionnement exigent une plus grande spécialisation, un modèle plus efficace s'est imposé : un modèle construit autour de noyaux finis prêts à installer et d'assemblages de noyaux de moteur finis qui arrivent sur la chaîne de production entièrement traités et immédiatement utilisables.
Ce changement n’est pas simplement une question de commodité. Cela représente un changement fondamental dans la manière dont les constructeurs automobiles allouent les ressources d’ingénierie, gèrent les risques et accélèrent la mise sur le marché. Lorsque le noyau – l’élément le plus magnétiquement et mécaniquement critique de tout moteur ou générateur électrique – est livré sous la forme d’une structure stable et optimisée plutôt que d’un tas de tôles détachées, chaque étape ultérieure de l’assemblage du moteur devient plus rapide, plus reproductible et plus facile à contrôler la qualité. Comprendre ce qui se passe dans la production de ces assemblages et comment sélectionner le bon partenaire pour eux est désormais une priorité stratégique pour les équipes d'ingénierie et d'approvisionnement de l'industrie automobile.
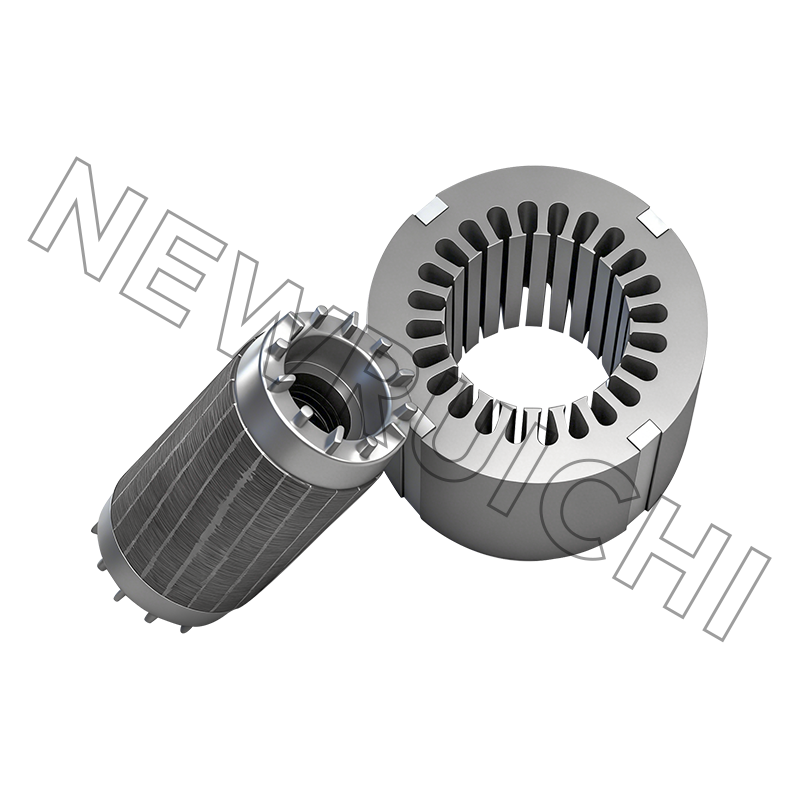
Ce que contiennent réellement les cœurs finis prêts à installer
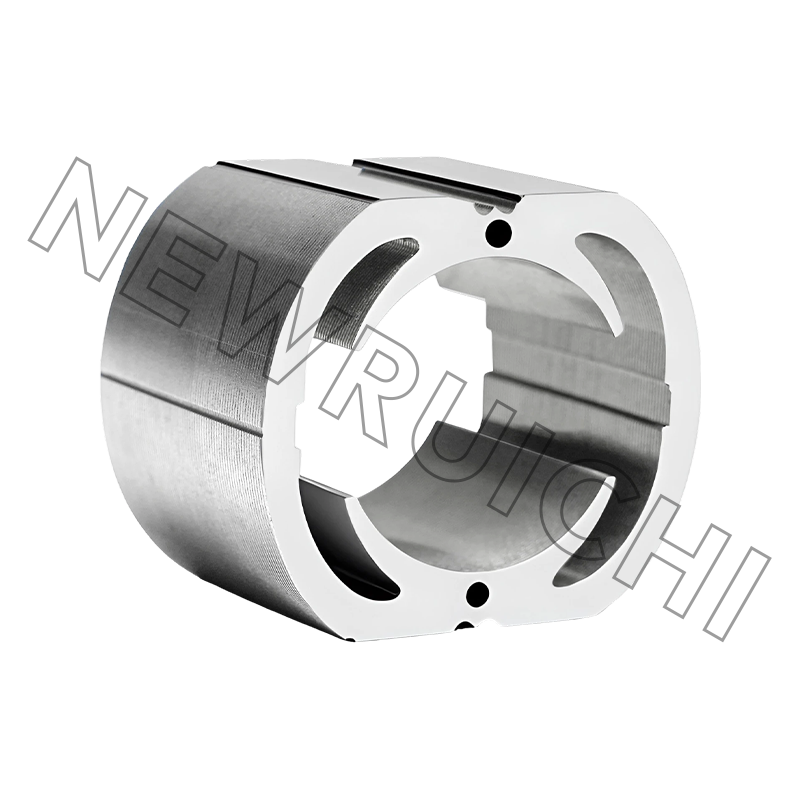
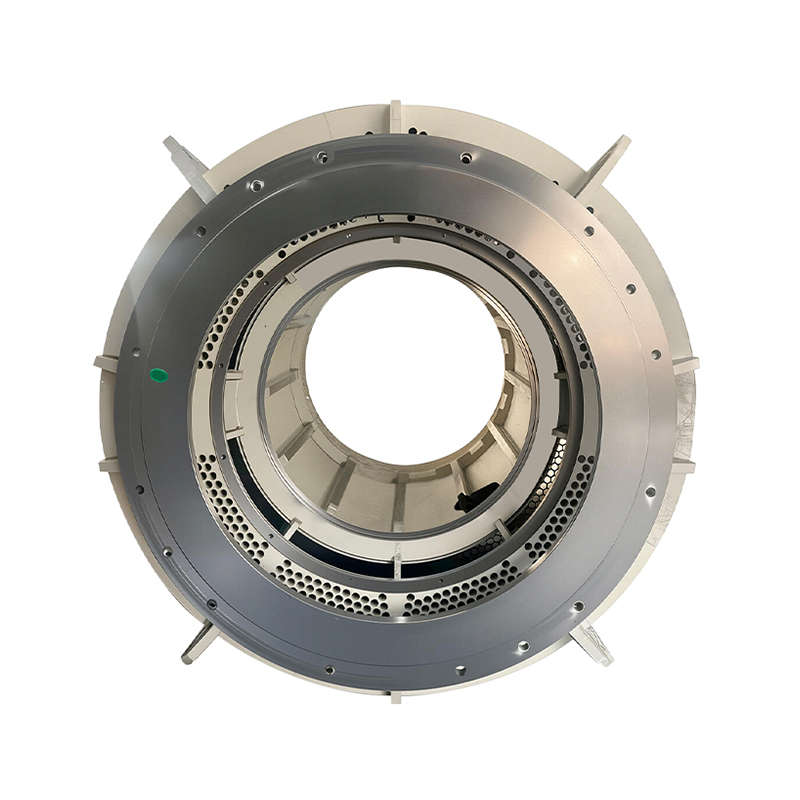
Le terme Noyaux finis prêts à installer englobe une large gamme de livrables, tous unifiés par le principe selon lequel le noyau arrive chez le client dans un état qui ne nécessite aucun traitement structurel supplémentaire avant le début de l'assemblage. Au niveau de base, cela signifie un paquet de laminage empilé et fixé avec précision — mais en pratique, la portée de ce que « fini » comprend varie considérablement en fonction du type de moteur, de l'application et des exigences du client.
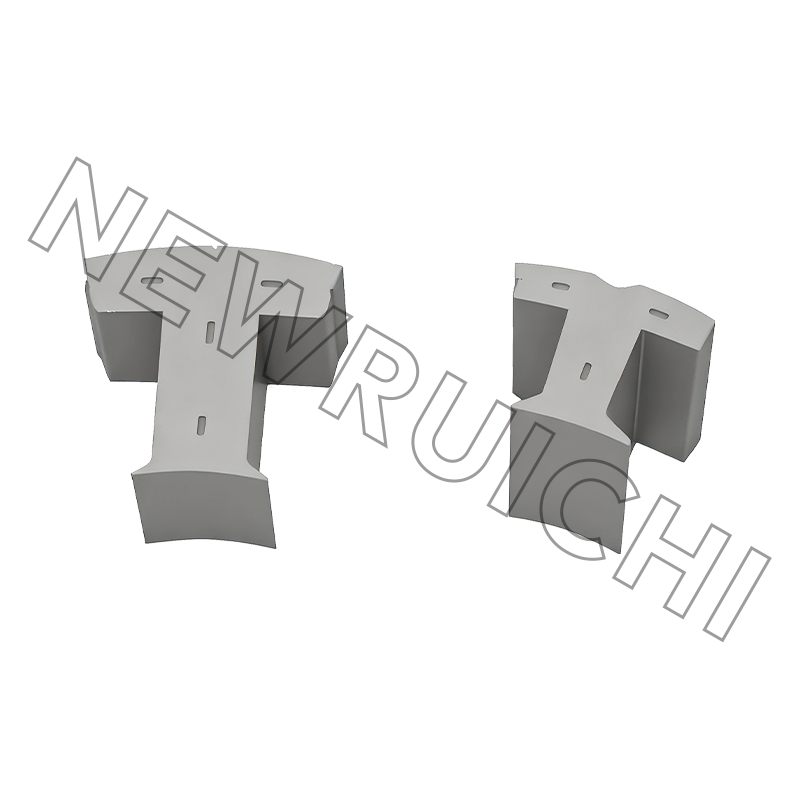
Un noyau fini entièrement réalisé intègre généralement plusieurs étapes de processus qui autrement incomberaient au fabricant du moteur. L’empilage aligne les stratifications individuelles dans des orientations rotationnelles et axiales précises pour atteindre la hauteur d’empilement et la symétrie magnétique cibles. Le rivetage verrouille mécaniquement la pile de stratification avec une force de serrage élevée, garantissant ainsi la stabilité dimensionnelle sous les vibrations et les cycles thermiques du fonctionnement du moteur. Le soudage, appliqué le long de la circonférence extérieure ou aux points de soudure désignés, ajoute une intégrité structurelle supplémentaire pour les applications à contraintes élevées. Le collage – utilisant des adhésifs spécialisés entre les couches de stratification – est de plus en plus spécifié pour les applications sensibles au bruit, car il élimine les micro-vibrations entre les lames qui contribuent au bruit audible du moteur et à la perte de fer. La combinaison de ces techniques, sélectionnées et séquencées en fonction des exigences de conception spécifiques, transforme un empilement libre d'acier électrique en une structure de noyau magnétique stable et optimisée.
Processus d'assemblage de base : empilage, rivetage, soudage et collage
Chacun des quatre processus d'assemblage primaires apporte un ensemble distinct et non interchangeable de propriétés au noyau fini. Sélectionner la bonne combinaison – ou comprendre pourquoi un fournisseur a spécifié une approche particulière – nécessite de clarifier les résultats de chaque processus et les compromis qu'il introduit.
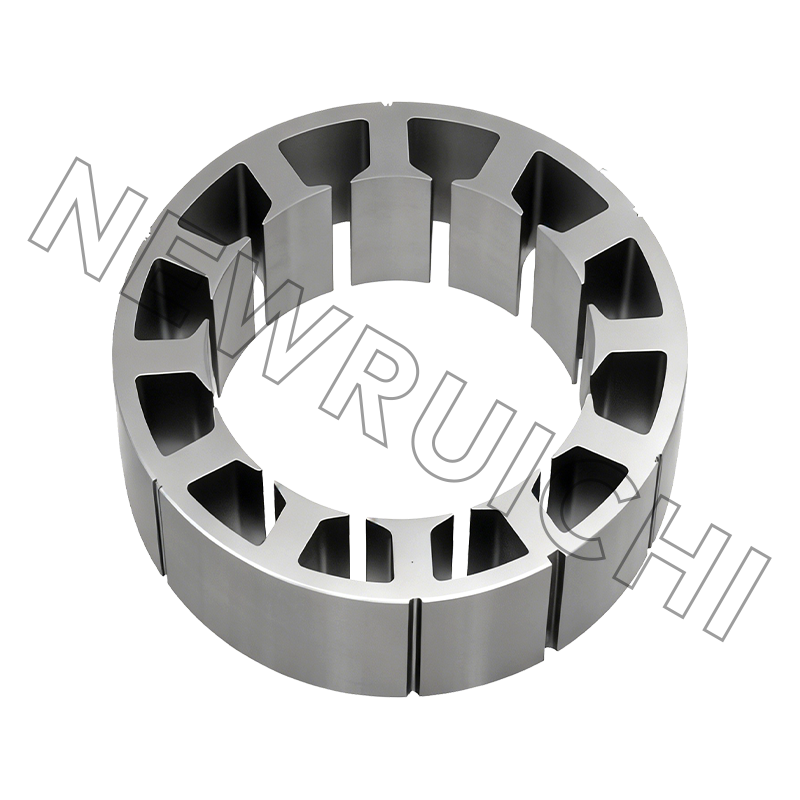
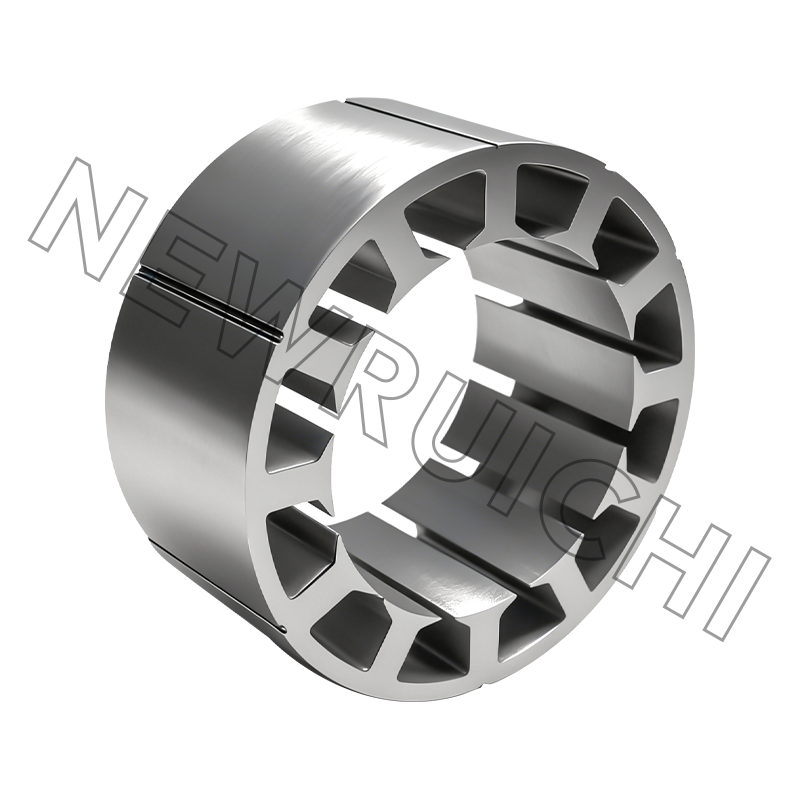
Contrôle d'empilage et d'orientation
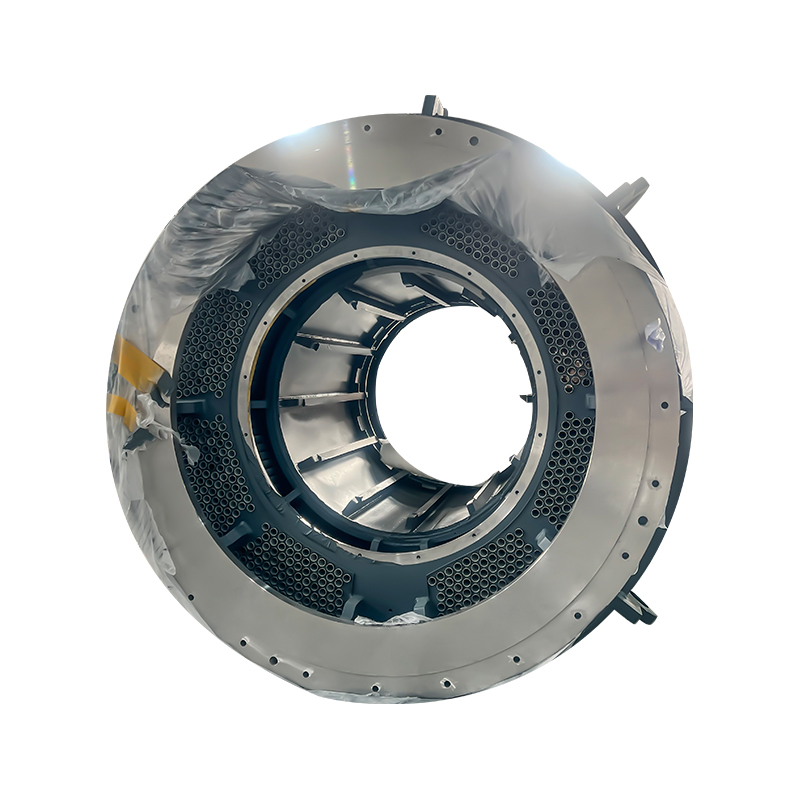
L’empilage de précision est la base de chaque processus d’assemblage de base. Les tôles doivent être alignées avec des tolérances angulaires et axiales strictes pour garantir que les géométries des fentes, les profils des dents et les dimensions des arcades sont cohérentes sur toute la hauteur de la pile. Même un désalignement mineur s'accumule sur des centaines de tôles, produisant des surfaces étagées qui compliquent l'insertion du bobinage et dégradent l'uniformité du flux magnétique. Des systèmes d'empilage automatisés avec alignement guidé par vision et mesure de la hauteur en cours de processus sont utilisés dans la production en grand volume d'assemblages de noyaux de moteur finis pour maintenir des tolérances que l'empilage manuel ne peut pas atteindre de manière fiable.
Rivetage pour l'intégrité mécanique
Le rivetage fait passer les rivets en acier ou en aluminium à travers des trous pré-percés dans la pile de tôles et déforme les extrémités des rivets sous une force contrôlée, créant ainsi un assemblage serré qui résiste à la séparation axiale et au mouvement relatif des tôles. Ce processus est rapide, rentable et largement applicable à toutes les géométries de noyau de stator et de rotor. Le motif des rivets, le matériau et la force de serrage sont conçus pour maintenir l'intégrité de l'empilement sans créer de courts-circuits entre les stratifications — un facteur clé en matière de performances électromagnétiques qui doit être mis en balance avec les exigences mécaniques de chaque conception.
Soudage pour applications à haute contrainte
Le soudage au laser et le soudage TIG le long du diamètre extérieur des noyaux de stator ou le long des lignes de soudure axiales sur les noyaux de rotor offrent une résistance des joints plus élevée que le rivetage seul, faisant des assemblages soudés le choix préféré pour les moteurs à grande vitesse, les applications de traction et les environnements soumis à de fortes vibrations. La profondeur de pénétration de la soudure, la géométrie des cordons et l'apport de chaleur sont étroitement contrôlés pour minimiser la distorsion thermique et empêcher la formation de ponts conducteurs inter-laminaires qui augmenteraient les pertes par courants de Foucault.
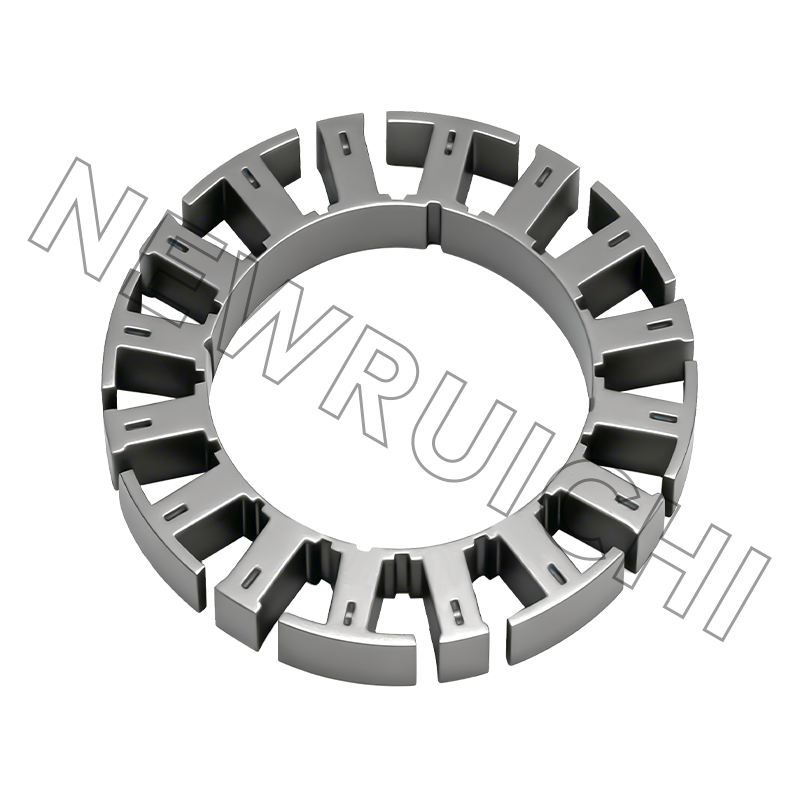
Liaison pour l’optimisation du bruit et de l’efficacité
La liaison adhésive entre les stratifications — à l'aide d'adhésifs structurels durcis thermiquement ou durcis aux UV — élimine les interfaces de contact mécaniques qui constituent la principale source de bruit induit par les vibrations dans les âmes rivetées ou soudées conventionnelles. Les noyaux liés répartissent également la contrainte de serrage uniformément sur la surface de stratification plutôt que de la concentrer au niveau des rivets ou des points de soudure, réduisant ainsi les augmentations localisées de la coercivité magnétique induites par la contrainte. Pour les moteurs de traction EV haut de gamme, les moteurs de compresseur CVC et les servomoteurs de précision, les noyaux finis collés prêts à installer offrent des améliorations mesurables à la fois en termes de performances acoustiques et d'efficacité globale du moteur.
Modules complémentaires optionnels : assemblage d'arbre et traitement d'isolation
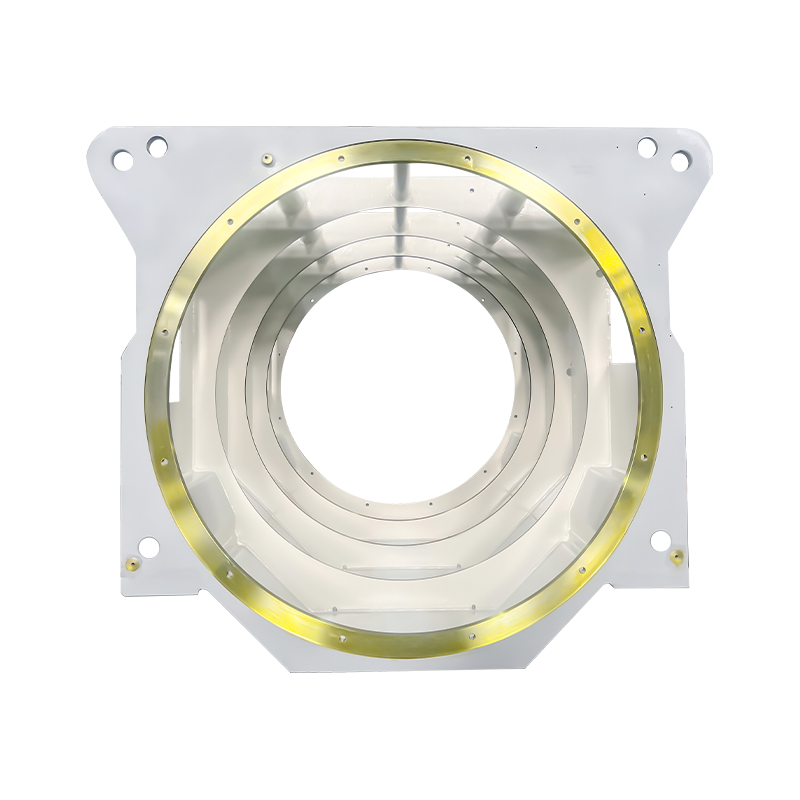
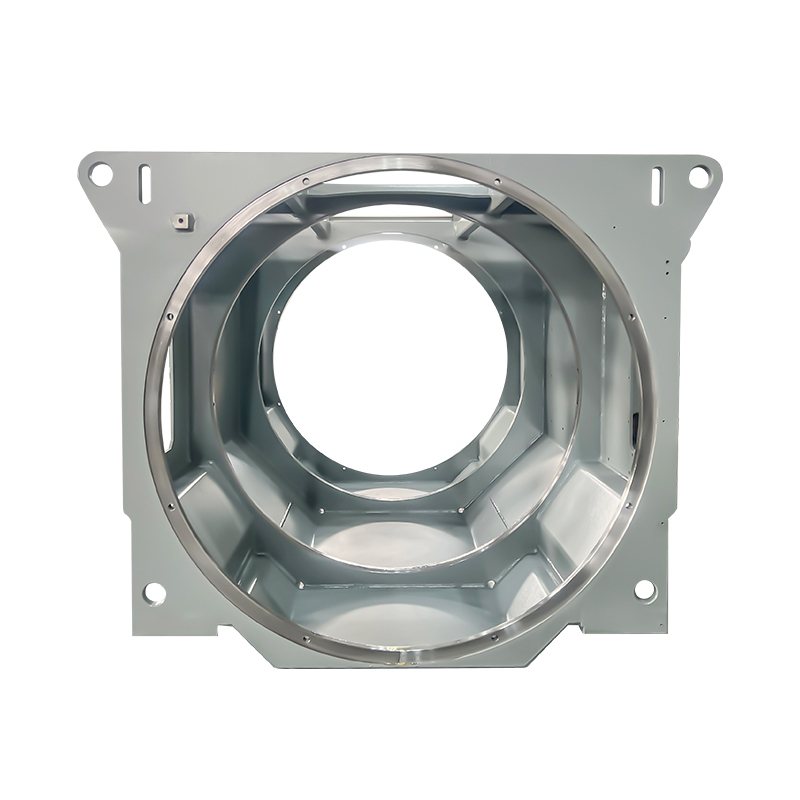
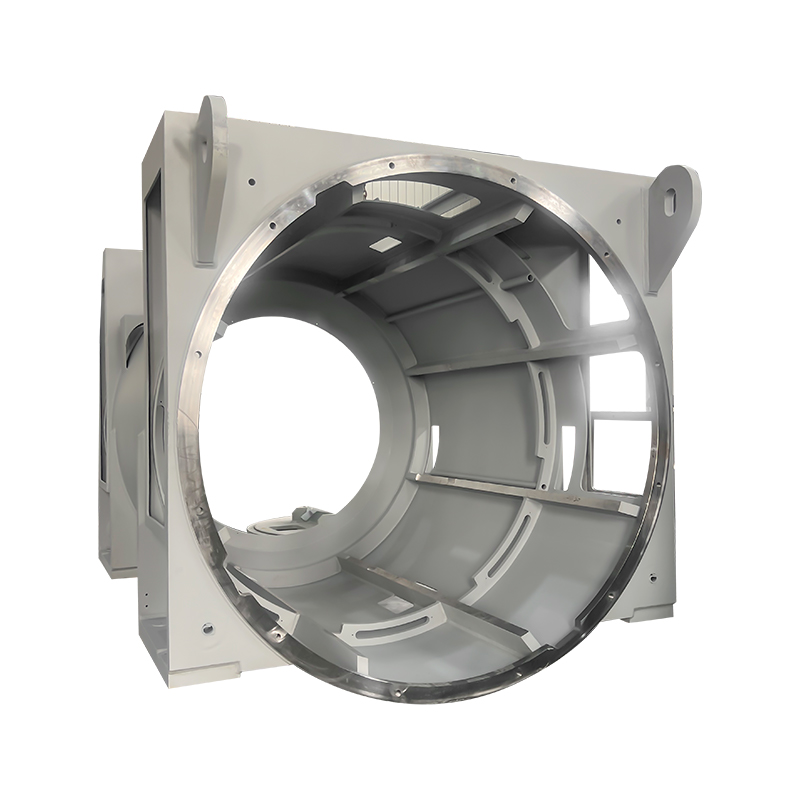
Au-delà des processus de fixation de base, les fournisseurs de Assemblages de noyau de moteur finis proposent de plus en plus de services complémentaires intégrés qui réduisent davantage la charge de travail d'assemblage interne du client. Deux des options les plus efficaces sont l'assemblage des arbres et le traitement de l'isolation, qui, lorsqu'ils sont effectués au niveau du fournisseur principal, éliminent des étapes entières du processus de la chaîne de production du fabricant de moteurs.
- Assemblage de l'arbre : Le pressage ou le frettage du noyau du rotor sur l'arbre du moteur nécessite un contrôle précis de l'ajustement serré, un équipement de presse spécialisé et une gestion thermique minutieuse pour éviter les dommages au laminage. Lorsque le fournisseur principal effectue cette opération, le client reçoit un sous-ensemble de rotor équilibré prêt pour l'installation des roulements, supprimant ainsi un processus techniquement exigeant d'une chaîne d'assemblage qui peut manquer de l'outillage spécialisé pour l'exécuter de manière fiable à grande échelle.
- Traitement d'isolation : L'isolation des fentes — qu'elle soit appliquée sous forme de papier isolant préformé, de revêtement en poudre ou d'imprégnation époxy liquide — protège les conducteurs d'enroulement du contact électrique avec l'acier du noyau et fournit la barrière diélectrique requise pour la fiabilité à long terme du moteur. La réception des noyaux avec une isolation de fente déjà appliquée permet aux opérateurs de bobinage de commencer l'insertion de la bobine immédiatement, sans étape intermédiaire de préparation de l'isolation qui nécessiterait autrement un équipement séparé et une vérification de la qualité.
- Traitement de surface et revêtement : Des revêtements anticorrosion, une finition de peinture ou une anodisation peuvent être appliqués sur l'ensemble central avant la livraison, éliminant ainsi les opérations de manipulation et de masquage dans l'usine d'assemblage du moteur et garantissant une finition cosmétique et protectrice cohérente sur chaque unité.
- Vérification dimensionnelle et magnétique : Les rapports d'inspection avant expédition, comprenant la hauteur de pile, le diamètre d'alésage, la concentricité et les données de perte de noyau mesurées, fournissent aux fabricants de moteurs la documentation qualité entrante nécessaire pour accepter les assemblages directement en production sans étapes d'inspection entrantes redondantes.
Comment les assemblages de base finis raccourcissent les délais de lancement de produits
L’un des arguments les plus convaincants en faveur de l’approvisionnement en noyaux finis et en assemblages de noyaux de moteur finis prêts à installer est l’impact direct sur la vitesse de développement de nouveaux produits. Lorsque les fabricants de moteurs sont responsables de toutes les étapes de traitement principales en interne, chaque nouvelle conception de produit nécessite la qualification des dispositifs d'empilage, des outils de rivetage, des paramètres de soudage et des processus d'application de l'isolation - une charge de validation qui peut ajouter des semaines ou des mois au calendrier de développement avant qu'un seul prototype destiné à la production ne soit assemblé.
L'externalisation de cette complexité à un fournisseur d'assemblage de base expérimenté transfère ces charges de qualification vers une installation dotée de processus établis, d'équipements validés et d'équipes d'ingénierie dédiées. Le fabricant de moteurs reçoit des assemblages finis qui ont déjà passé avec succès la caractérisation dimensionnelle et magnétique, permettant une progression immédiate vers les tests de bobinage, d'imprégnation et au niveau du système. Les modifications de conception itératives (ajustements de la géométrie des fentes, variations de la hauteur de l'empilement ou mises à niveau de la qualité des matériaux) peuvent être prises en compte rapidement sans que le fabricant du moteur ait à requalifier l'outillage interne. Cette agilité est particulièrement précieuse sur les marchés concurrentiels où la capacité de faire passer une nouvelle conception de moteur du prototype à la production dans les plus brefs délais constitue un avantage commercial direct.
Comparaison des modèles d'approvisionnement : laminages en vrac et assemblages finis
La décision entre l'approvisionnement en tôles en vrac et l'approvisionnement en assemblages de noyaux de moteur finis est en fin de compte une décision stratégique, équilibrant la capacité interne, le volume de production, les exigences de contrôle qualité et les risques liés à la chaîne d'approvisionnement. Le tableau suivant résume les principales différences entre les deux modèles d’approvisionnement dans les dimensions les plus pertinentes pour les constructeurs automobiles :
| Dimensions | Stratifications lâches | Assemblages de noyau de moteur finis |
| Outillage interne requis | Élevé : appareils d'empilage, de rivetage et de soudage nécessaires | Faible — outillage géré par le fournisseur |
| Complexité de la chaîne de montage | Élevé : plusieurs étapes de processus requises avant le bobinage | Faible — noyau livré prêt à être utilisé immédiatement |
| Points de contrôle qualité | Beaucoup : chaque étape du processus interne doit être vérifiée | Moins — vérifié par le fournisseur avant expédition |
| Vitesse de lancement de nouveaux produits | Plus lent – qualification des processus internes requise | Plus rapide : le fournisseur gère la qualification |
| Convient aux volumes faibles à moyens | Moins efficace – coût fixe par unité élevé | Bien adapté – aucun investissement fixe en outillage requis |
| Flexibilité de conception | Élevé : contrôle interne total sur les paramètres du processus | Élevé — changements mis en œuvre en collaboration avec le fournisseur |
Sélection du bon partenaire d'assemblage de noyau fini
La qualité d'un assemblage de noyau de moteur fini est indissociable des capacités et de la discipline des processus du fournisseur qui le produit. L'évaluation d'un partenaire potentiel nécessite de regarder au-delà du prix et des délais pour évaluer l'étendue de ses capacités techniques tout au long de la chaîne du processus d'assemblage. Les critères clés incluent la gamme de technologies de fixation disponibles (un fournisseur proposant uniquement le rivetage ne peut pas servir des applications où le collage ou le soudage est techniquement requis), ainsi que la précision et la répétabilité de leurs systèmes d'empilage et d'alignement, leur approche en matière de contrôle de la qualité en cours de processus et leur capacité à fournir des données documentées sur les performances dimensionnelles et magnétiques avec chaque expédition.
La capacité de support technique du fournisseur est tout aussi importante. Les meilleurs fournisseurs de noyaux finis prêts à installer fonctionnent en tant que partenaires de conception collaboratifs, fournissant des informations sur la géométrie de stratification, l'optimisation de la hauteur de pile, la sélection des processus et les choix de qualités de matériaux pendant la phase de développement du moteur - et pas seulement en exécutant un dessin fixe une fois la conception figée. Cette implication précoce permet des conceptions optimisées à la fois pour les performances du moteur et l'efficacité de la fabrication, réduisant ainsi le coût et le temps associés aux itérations de conception qui auraient pu être anticipées avec un engagement antérieur du fournisseur. Pour les constructeurs automobiles déterminés à raccourcir les délais de lancement de produits et à améliorer la cohérence de leurs assemblages finis, le choix d'un fournisseur doté de telles capacités est l'une des décisions les plus déterminantes dans le processus d'approvisionnement.

Votre adresse email ne sera pas publiée. Les champs obligatoires sont marqués *





![]() Email: [email protected]
Email: [email protected]
[email protected]
[email protected]
![]() Téléphone/Téléphone :
+86-18861576796 +86-18261588866
Téléphone/Téléphone :
+86-18861576796 +86-18261588866
+86-15061854509 +86-15305731515
Droit d'auteur © Wuxi New Ruichi Technology Co., Ltd. / Wuxi Cailiang Machinery Co., Ltd. All rights reserved.
Fabricants de noyaux de stator et de rotor
