 fr
fr
Maison / Nouvelles / Nouvelles de l'industrie / Noyau de stator de moteur et tôles de moteur électrique expliquées
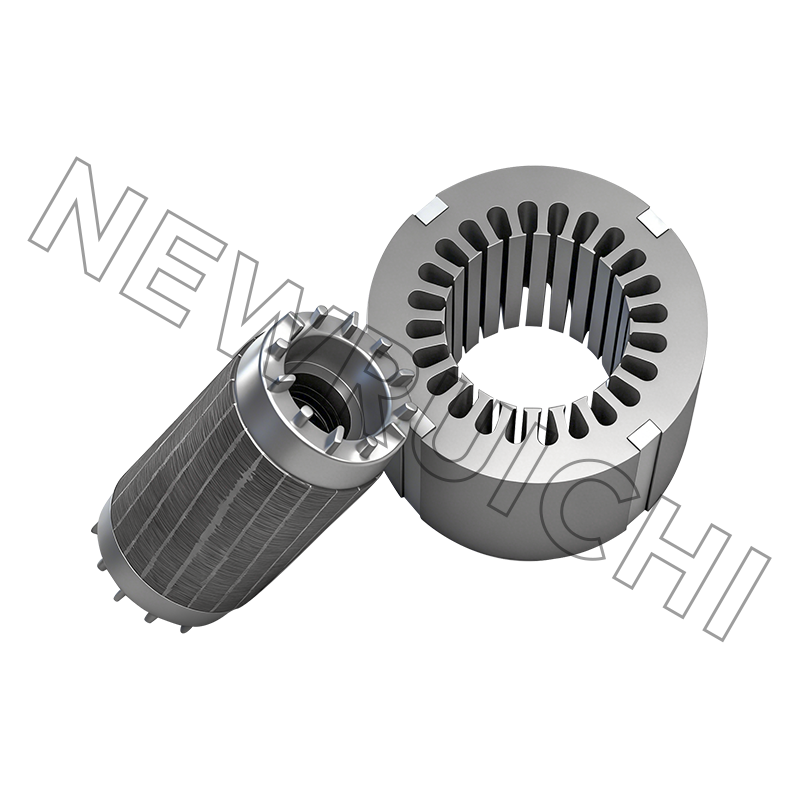
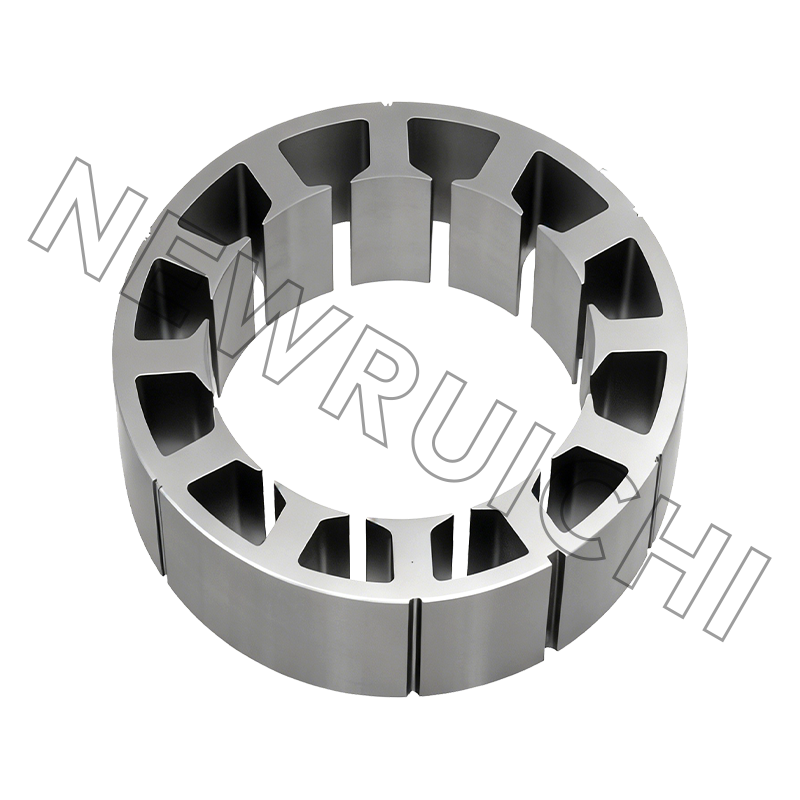
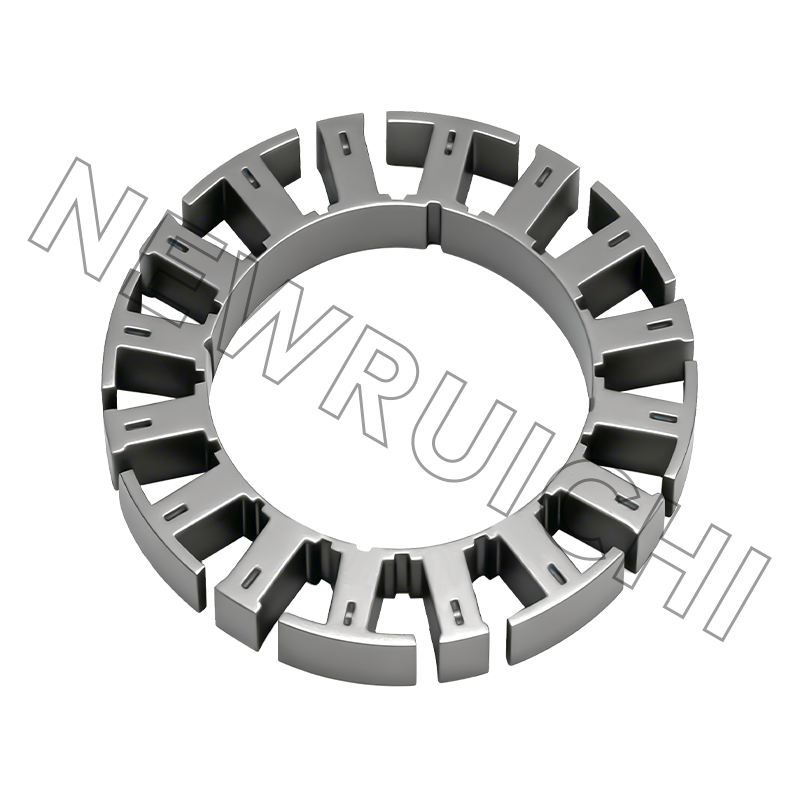
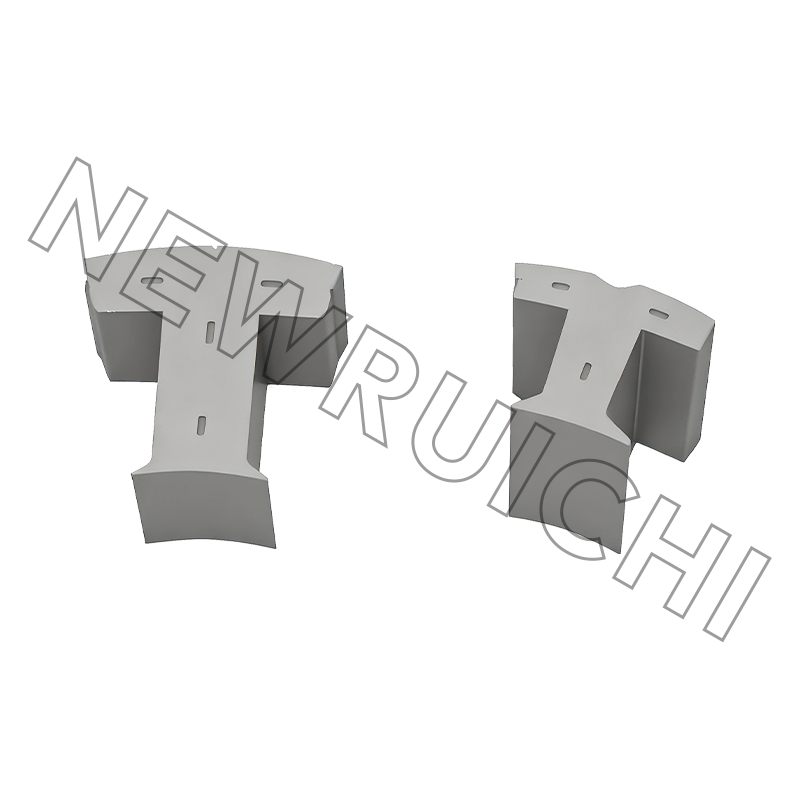
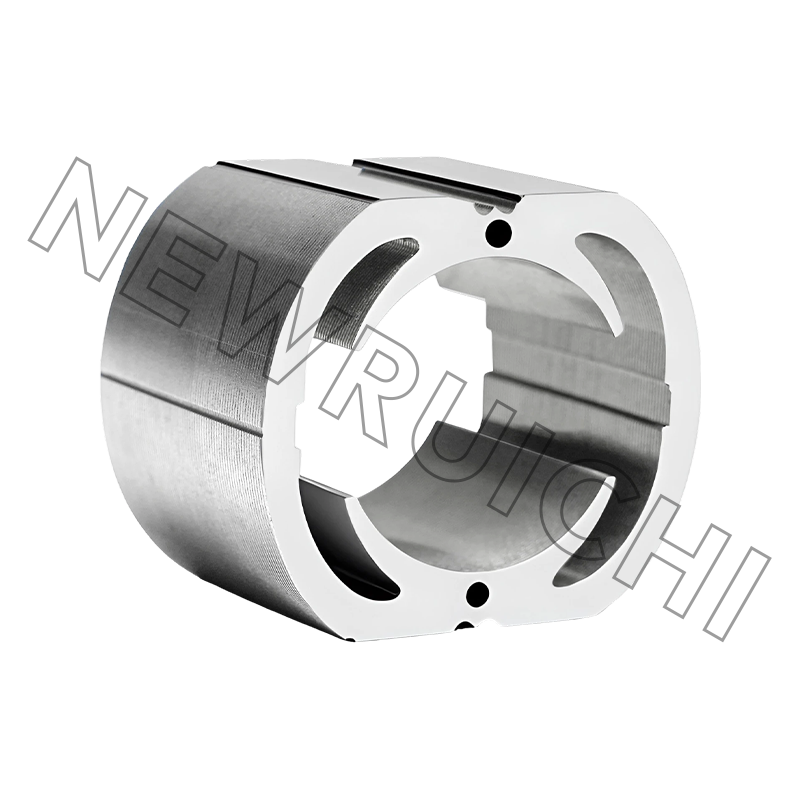
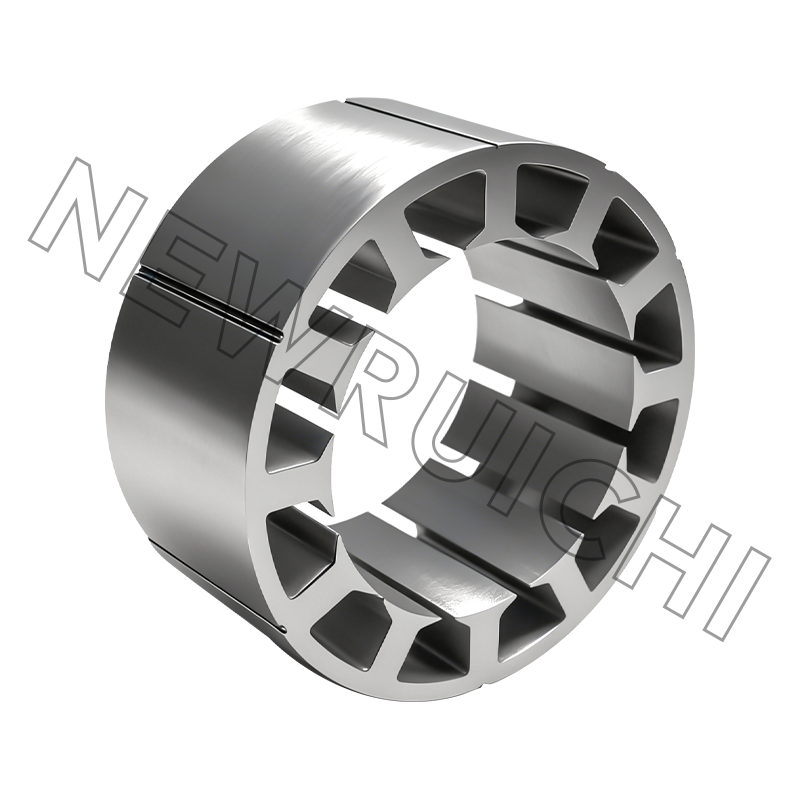
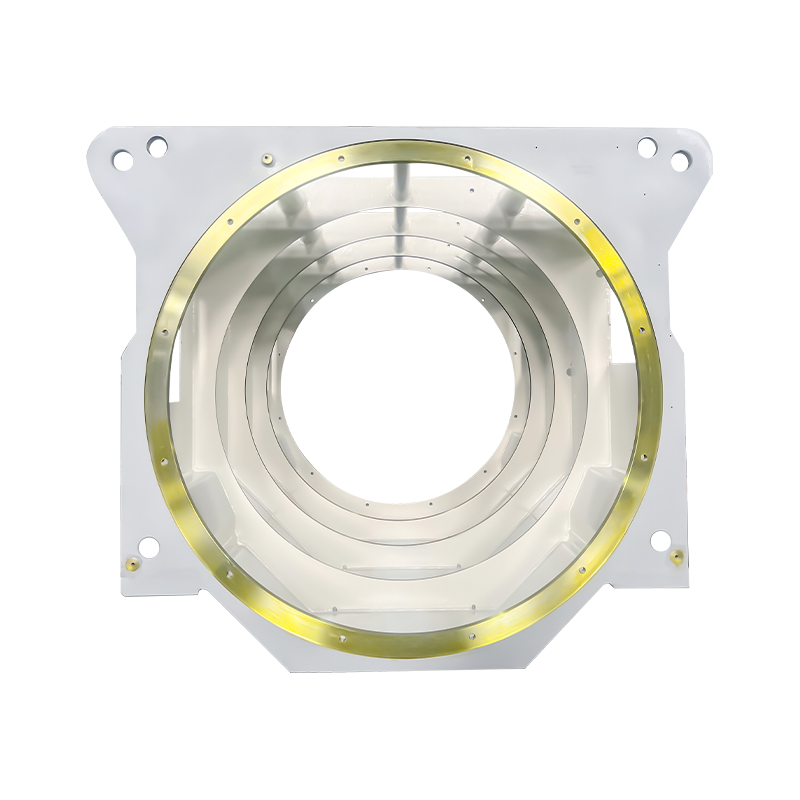
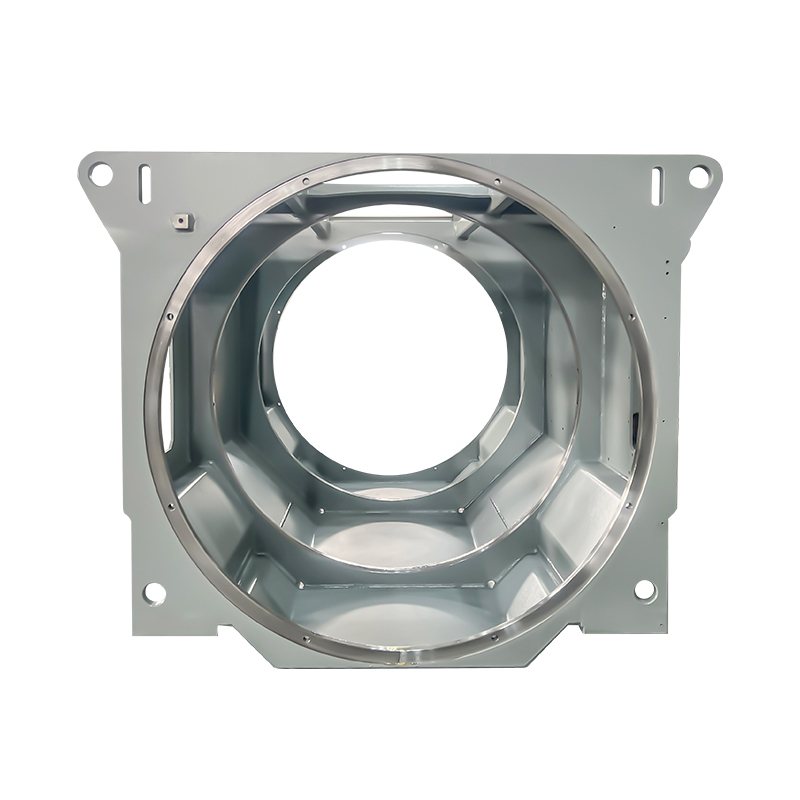
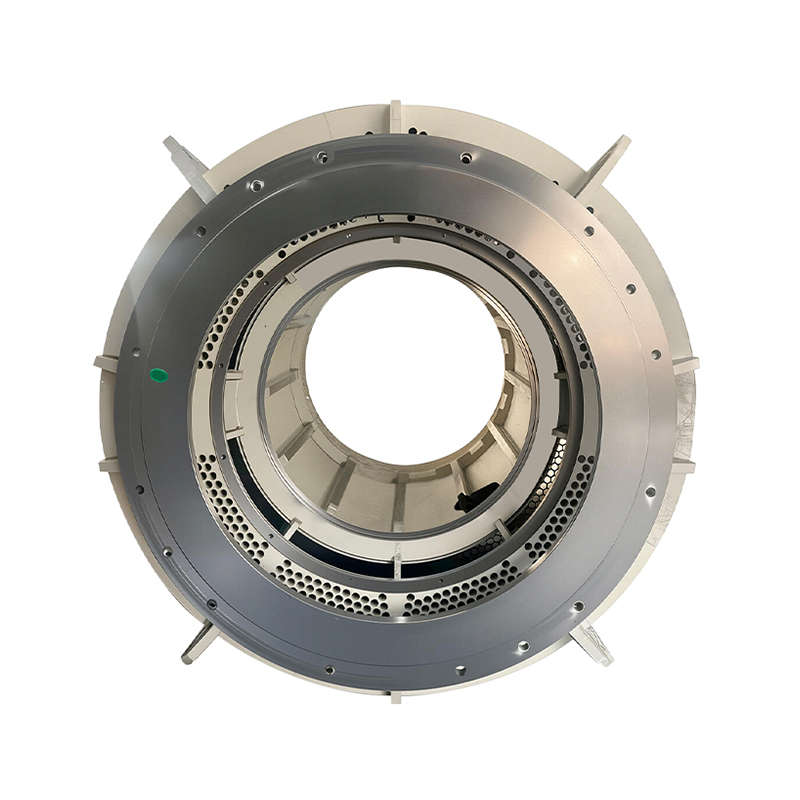
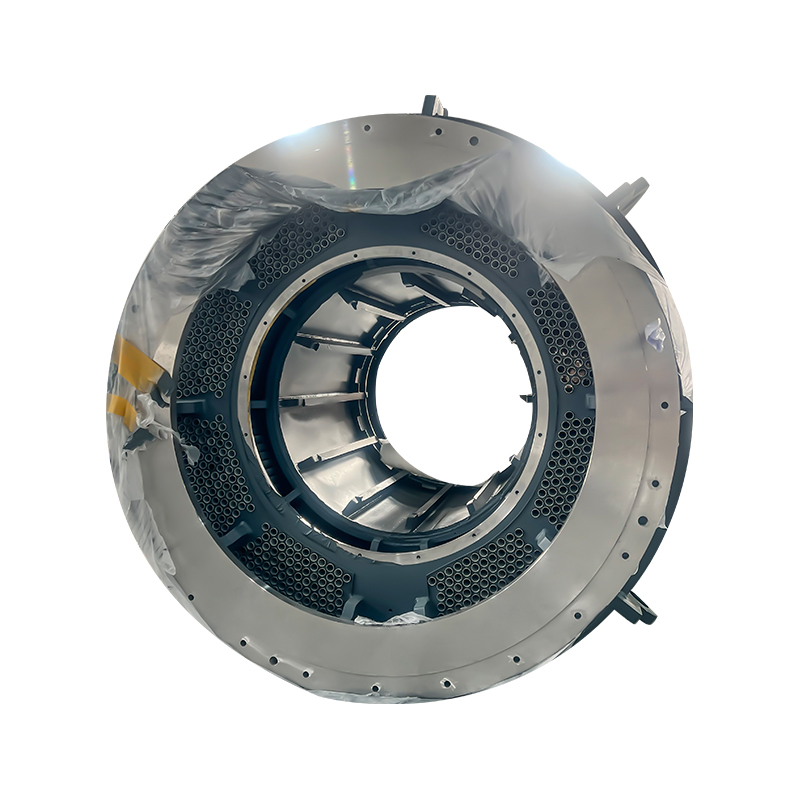
Noyau de stator de moteur et tôles de moteur électrique expliquées
Nouveaux produits Ruichi



Produits Cailiang


![]() Email: [email protected]
Email: [email protected]
[email protected]
[email protected]
![]() Téléphone/Téléphone :
+86-18861576796 +86-18261588866
Téléphone/Téléphone :
+86-18861576796 +86-18261588866
+86-15061854509 +86-15305731515
Droit d'auteur © Wuxi New Ruichi Technology Co., Ltd. / Wuxi Cailiang Machinery Co., Ltd. All rights reserved.
Fabricants de noyaux de stator et de rotor
